Download - フェーズドアレイ超音波探傷法の適用と展開 建築, …...76 非破壊検査第67巻2号(2018) フェーズドアレイ超音波探傷法の適用と展開 建築,土木におけるフェーズドアレイUT法
76非破壊検査第 67 巻 2号(2018)
フェーズドアレイ超音波探傷法の適用と展開
建築,土木におけるフェーズドアレイUT法(株)ジャスト 古舘 岳実 池ヶ谷 靖
Weld Inspection of Steel Structures and Bridge Structures using Phased Array UT
JUST Takemi FURUDATE and Sei IKEGAYA
斜角一探触子法,フェーズドアレイ,溶接部の超音波探傷法,きずエコー,不溶着部の高さキーワード
1. はじめに 建築鉄骨溶接部や橋梁の溶接部の超音波探傷試験が行われるようになってから半世紀を経ようとしている。この分野での超音波探傷試験は一部で斜角一探傷法による自動探傷が適用されている以外は,ほとんどが A スコープ表示の斜角一探触子法(以下,斜角一探触子法と略す)が適用され,少なくても溶接部の不良施工をなくすという意味では大きな役割を果たしている。 しかしながら,建築構造物の耐震性の確認のための既存の建築鉄骨溶接部の調査では,新築鉄骨の超音波探傷検査規準
(「鋼構造建築鉄骨溶接部の超音波探傷検査規準・同解説」)で不合格の溶接部では,さらなる評価を必要とされ,斜角一探触子法では適正な評価を行うことが困難である。そこで,フェーズドアレイ UT 法(以下,PAUT 法と略す)を適用して,既存鉄骨溶接部の適正な評価を行っている1)。 同様なケースとして , 橋梁においても部分溶込み溶接部を適正に評価するために,PAUT 法を適用している2)。 また,極厚板の溶接部で割れが発生した場合に割れの寸法計測や割れの形状の推定で,PAUT 法を適用している場合もある。 さらに,溶接部の探傷での見落としを防止するために,PAUT 法を適用して,そのあとに規格・規準に基づいた斜角一探触子法で溶接部の評価を行うこともある。 このように,建築鉄骨溶接部や橋梁等では PAUT 法が適用されてきているが,ほとんどの検査技術者が A スコープ表示の斜角一探触子法を行っているので,斜角一探触子法とPAUT 法の差異や PAUT 法の注意点等を述べる。
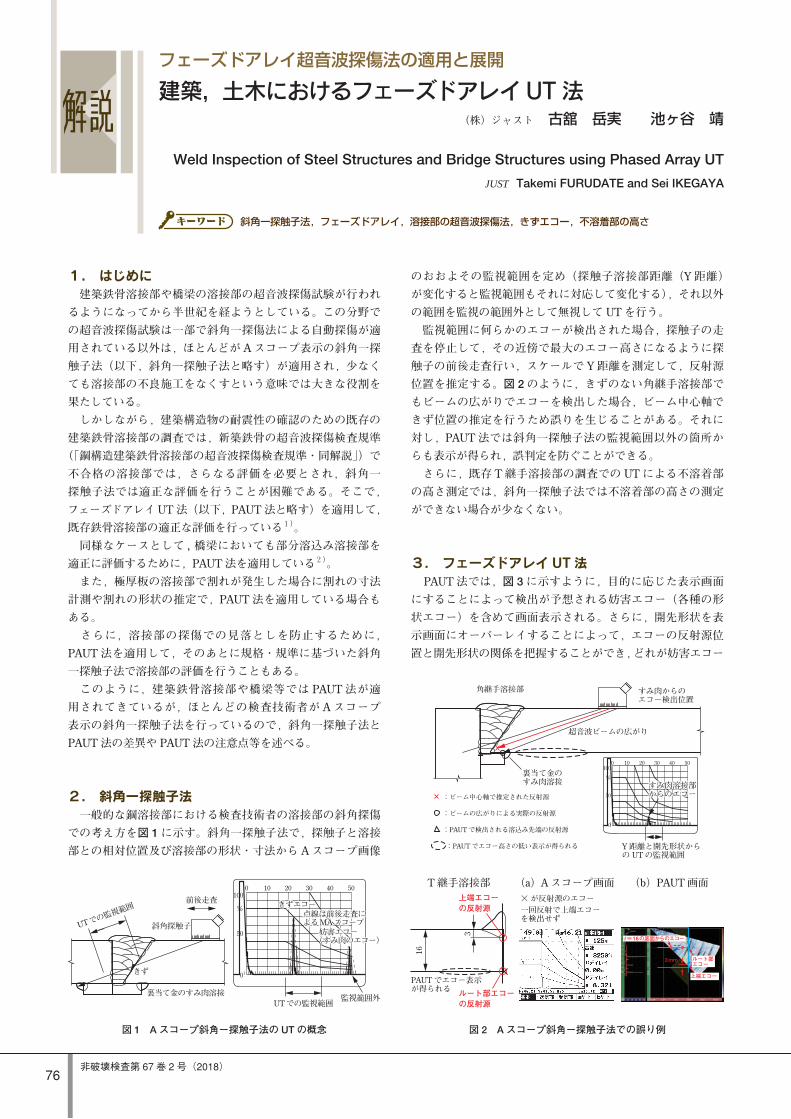
2. 斜角一探触子法 一般的な鋼溶接部における検査技術者の溶接部の斜角探傷での考え方を図 1 に示す。斜角一探触子法で,探触子と溶接部との相対位置及び溶接部の形状・寸法から A スコープ画像
のおおよその監視範囲を定め(探触子溶接部距離(Y 距離)が変化すると監視範囲もそれに対応して変化する),それ以外の範囲を監視の範囲外として無視して UT を行う。 監視範囲に何らかのエコーが検出された場合,探触子の走査を停止して,その近傍で最大のエコー高さになるように探触子の前後走査行い,スケールで Y 距離を測定して,反射源位置を推定する。図 2 のように,きずのない角継手溶接部でもビームの広がりでエコーを検出した場合,ビーム中心軸できず位置の推定を行うため誤りを生じることがある。それに対し,PAUT 法では斜角一探触子法の監視範囲以外の箇所からも表示が得られ,誤判定を防ぐことができる。 さらに,既存 T 継手溶接部の調査での UT による不溶着部の高さ測定では,斜角一探触子法では不溶着部の高さの測定ができない場合が少なくない。
3. フェーズドアレイUT法 PAUT 法では,図 3 に示すように,目的に応じた表示画面にすることによって検出が予想される妨害エコー(各種の形状エコー)を含めて画面表示される。さらに,開先形状を表示画面にオーバーレイすることによって,エコーの反射源位置と開先形状の関係を把握することができ,どれが妨害エコー
図 1 A スコープ斜角ー探触子法の UT の概念
きず
斜角探触子
前後走査
裏当て金のすみ肉溶接
100
%
50
0
0 10 20 30 40 50
UTでの監視範囲
UTでの監視範囲
監視範囲外
きずエコーきずエコー点線は前後走査によるMAスコープ点線は前後走査によるMAスコープ
妨害エコー(すみ肉のエコー)妨害エコー(すみ肉のエコー)
図 2 A スコープ斜角ー探触子法での誤り例
すみ肉からのエコー検出位置
裏当て金のすみ肉溶接
角継手溶接部
100
%
50
0
0 10 20 30 40 50
Y 距離と開先形状からのUTの監視範囲
:ビーム中心軸で推定された反射源
超音波ビームの広がり
:ビームの広がりによる実際の反射源
:PAUTで検出される溶込み先端の反射源
:PAUTでエコー高さの低い表示が得られる
すみ肉溶接部からのエコーすみ肉溶接部からのエコー
3
16
(a)Aスコープ画面×が反射源のエコー一回反射で上端エコーを検出せず
T継手溶接部 (b)PAUT画面
ルート部エコー
ルート部エコーの反射源
上端エコーの反射源
上端エコー
3mm
t=16の底面からのエコー
PAUT でエコー表示が得られる
建築,土木におけるフェーズドアレイUT法
解説
平成 30年 2月77
かを容易に判別することができる。 また,探触子溶接部距離(Y 距離)を一定にしたままの探傷で良いため(ただし,板厚が厚い場合には複数の Y 距離で探傷を行い,全ての溶接断面をカバーする),探触子の走査が一定距離での左右走査ですみ,誤判定や前後走査範囲の不足による見落としを防ぐことができる。 ただし,斜角一探触子法で規格・規準で検出対象としないような小さいきずからのエコーも画面上に表示されたり,単純な経路でないエコーも表示されたりすることがあり,板厚と開先形状に応じた適正な Y 距離を選択しないと適正な結果が得られないことが少なくない。 以降に,いくつかの溶接継手形式・溶接部の形状・母材の厚さにおける PAUT 法の画面表示と実際の溶接部の状態について述べる。
4. フェーズドアレイUTの画面表示と溶接部4.1 建築鉄骨溶接部での適用事例
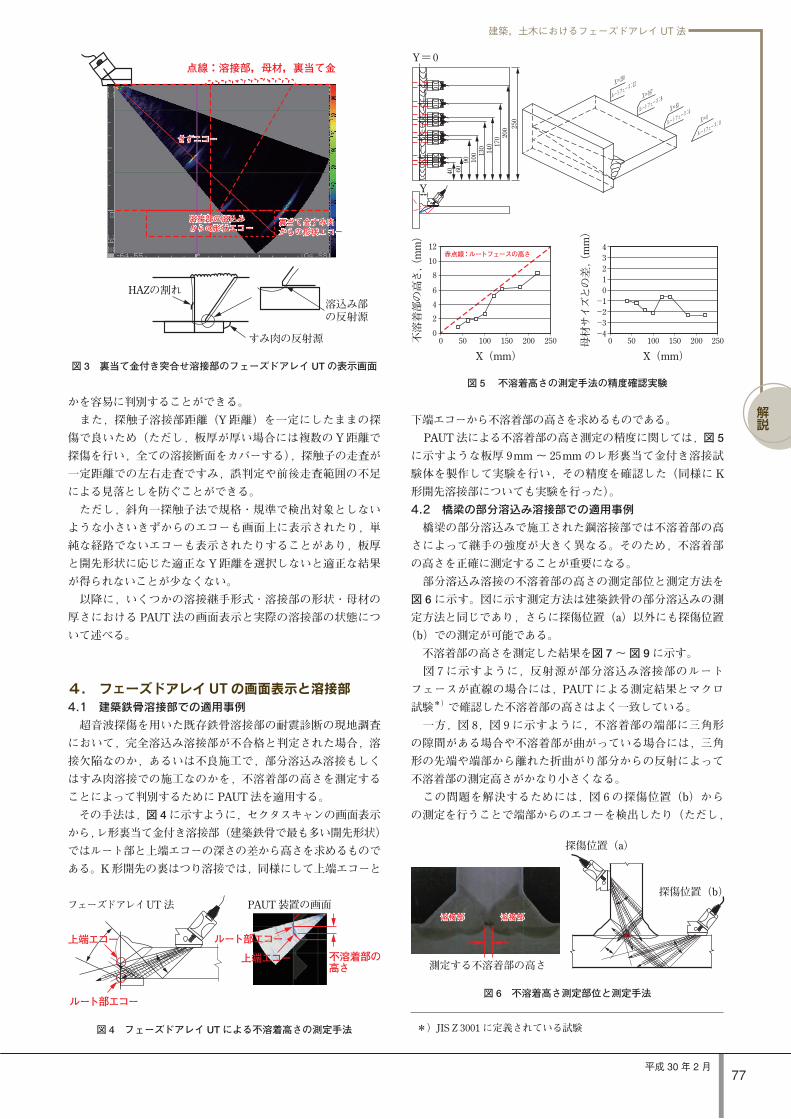
超音波探傷を用いた既存鉄骨溶接部の耐震診断の現地調査において,完全溶込み溶接部が不合格と判定された場合,溶接欠陥なのか,あるいは不良施工で,部分溶込み溶接もしくはすみ肉溶接での施工なのかを,不溶着部の高さを測定することによって判別するために PAUT 法を適用する。 その手法は,図 4 に示すように,セクタスキャンの画面表示から,レ形裏当て金付き溶接部(建築鉄骨で最も多い開先形状)ではルート部と上端エコーの深さの差から高さを求めるものである。K 形開先の裏はつり溶接では,同様にして上端エコーと
下端エコーから不溶着部の高さを求めるものである。 PAUT 法による不溶着部の高さ測定の精度に関しては,図 5
に示すような板厚 9mm 〜 25mm のレ形裏当て金付き溶接試験体を製作して実験を行い,その精度を確認した(同様に K形開先溶接部についても実験を行った)。4.2 橋梁の部分溶込み溶接部での適用事例
橋梁の部分溶込みで施工された鋼溶接部では不溶着部の高さによって継手の強度が大きく異なる。そのため,不溶着部の高さを正確に測定することが重要になる。 部分溶込み溶接の不溶着部の高さの測定部位と測定方法を図 6 に示す。図に示す測定方法は建築鉄骨の部分溶込みの測定方法と同じであり,さらに探傷位置(a)以外にも探傷位置
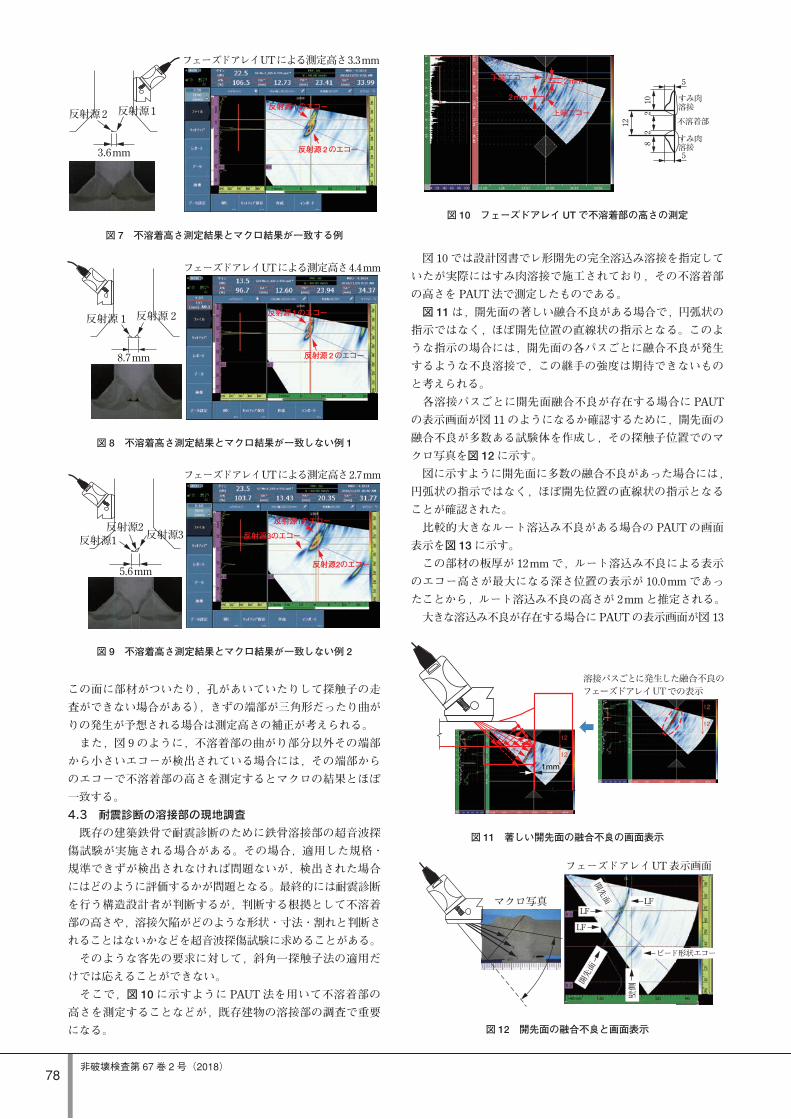
(b)での測定が可能である。 不溶着部の高さを測定した結果を図 7 〜 図 9 に示す。 図 7 に示すように,反射源が部分溶込み溶接部のルートフェースが直線の場合には,PAUT による測定結果とマクロ試験*)で確認した不溶着部の高さはよく一致している。 一方,図 8,図 9 に示すように,不溶着部の端部に三角形の隙間がある場合や不溶着部が曲がっている場合には,三角形の先端や端部から離れた折曲がり部分からの反射によって不溶着部の測定高さがかなり小さくなる。 この問題を解決するためには,図 6 の探傷位置(b)からの測定を行うことで端部からのエコーを検出したり(ただし,
*)JIS Z 3001 に定義されている試験
図 3 裏当て金付き突合せ溶接部のフェーズドアレイ UT の表示画面
点線:溶接部,母材,裏当て金
裏当て金すみ肉からの形状エコー裏当て金すみ肉からの形状エコー
溶接部の溶込みからの形状エコー溶接部の溶込みからの形状エコー
きずエコーきずエコー
すみ肉の反射源
HAZの割れ溶込み部の反射源
図 4 フェーズドアレイ UT による不溶着高さの測定手法
フェーズドアレイUT法 PAUT装置の画面
ルート部エコー
不溶着部の高さ
ルート部エコー
上端エコー
上端エコー
図 5 不溶着高さの測定手法の精度確認実験
ルートフェース:
0
ルートフェース:
12
ルートフェース:
8
ルートフェース:
4X=0
X=250
X=167
X=83
Y=0
250
200
40 6090 100 130 140 170
Y
赤点線:ルートフェースの高さ
0
X(mm)
不溶着部の高さ,(mm)
0
2
4
6
8
10
12
50 100 150 200 250 0
X(mm)50 100 150 200 250母
材サイズとの差,(mm)
-4-3-2-10
21
34
図 6 不溶着高さ測定部位と測定手法
測定する不溶着部の高さ
溶接部溶接部溶接部溶接部
探傷位置(a)
探傷位置(b)
78非破壊検査第 67 巻 2号(2018)
この面に部材がついたり,孔があいていたりして探触子の走査ができない場合がある),きずの端部が三角形だったり曲がりの発生が予想される場合は測定高さの補正が考えられる。 また,図 9 のように,不溶着部の曲がり部分以外その端部から小さいエコーが検出されている場合には,その端部からのエコーで不溶着部の高さを測定するとマクロの結果とほぼ一致する。4.3 耐震診断の溶接部の現地調査
既存の建築鉄骨で耐震診断のために鉄骨溶接部の超音波探傷試験が実施される場合がある。その場合,適用した規格・規準できずが検出されなければ問題ないが,検出された場合にはどのように評価するかが問題となる。最終的には耐震診断を行う構造設計者が判断するが,判断する根拠として不溶着部の高さや,溶接欠陥がどのような形状・寸法・割れと判断されることはないかなどを超音波探傷試験に求めることがある。 そのような客先の要求に対して,斜角一探触子法の適用だけでは応えることができない。 そこで,図 10 に示すように PAUT 法を用いて不溶着部の高さを測定することなどが,既存建物の溶接部の調査で重要になる。
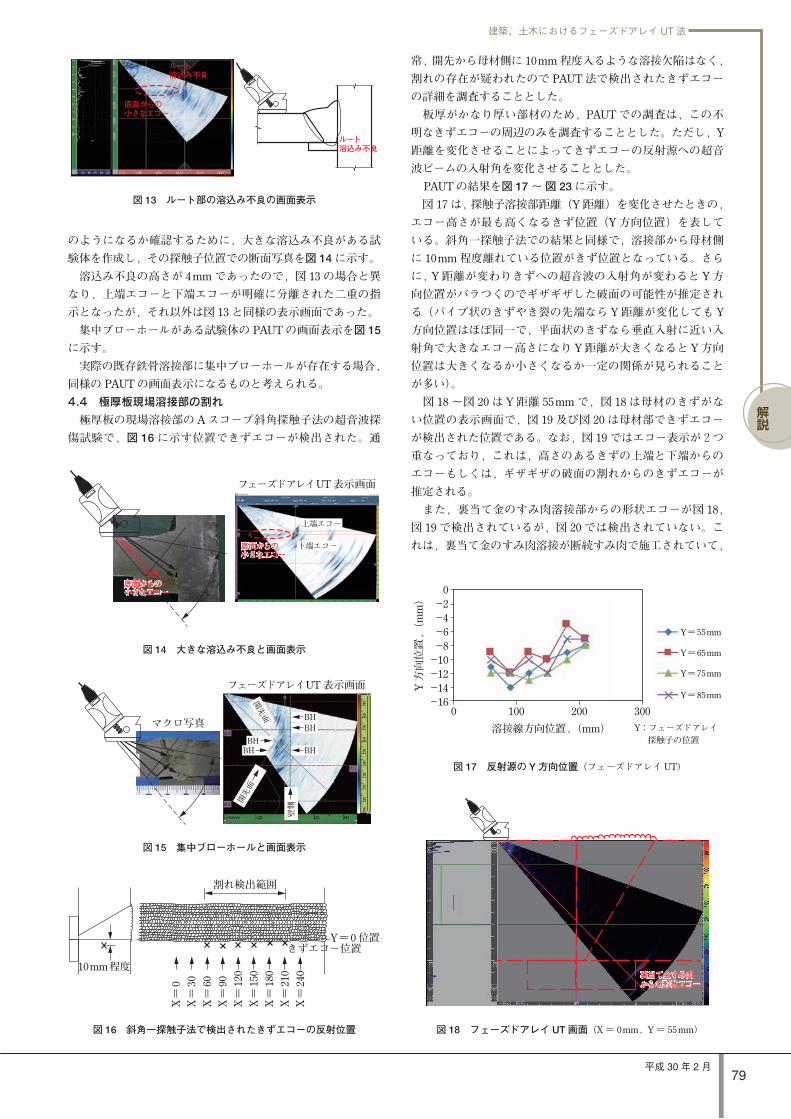
図 10 では設計図書でレ形開先の完全溶込み溶接を指定していたが実際にはすみ肉溶接で施工されており,その不溶着部の高さを PAUT 法で測定したものである。 図 11 は,開先面の著しい融合不良がある場合で,円弧状の指示ではなく,ほぼ開先位置の直線状の指示となる。このような指示の場合には,開先面の各パスごとに融合不良が発生するような不良溶接で,この継手の強度は期待できないものと考えられる。 各溶接パスごとに開先面融合不良が存在する場合に PAUTの表示画面が図 11 のようになるか確認するために,開先面の融合不良が多数ある試験体を作成し,その探触子位置でのマクロ写真を図 12 に示す。 図に示すように開先面に多数の融合不良があった場合には,円弧状の指示ではなく,ほぼ開先位置の直線状の指示となることが確認された。 比較的大きなルート溶込み不良がある場合の PAUT の画面表示を図 13 に示す。 この部材の板厚が 12mm で,ルート溶込み不良による表示のエコー高さが最大になる深さ位置の表示が 10.0mm であったことから,ルート溶込み不良の高さが 2mm と推定される。 大きな溶込み不良が存在する場合に PAUT の表示画面が図 13
図 7 不溶着高さ測定結果とマクロ結果が一致する例
反射源2 反射源1
3.6mm
反射源1のエコー
反射源2のエコー
フェーズドアレイUTによる測定高さ3.3mm
図 8 不溶着高さ測定結果とマクロ結果が一致しない例 1
反射源 1 反射源 2
8.7mm
反射源1のエコー
反射源2のエコー
フェーズドアレイUTによる測定高さ4.4mm
図 9 不溶着高さ測定結果とマクロ結果が一致しない例 2
反射源1 反射源3反射源2
5.6mm
反射源1のエコー
反射源2のエコー
反射源3のエコー
フェーズドアレイUTによる測定高さ2.7mm
図 10 フェーズドアレイ UT で不溶着部の高さの測定
上端エコー
下端エコー
2mm
2mm 5
82
210
12
すみ肉溶接
不溶着部
すみ肉溶接5
図 11 著しい開先面の融合不良の画面表示
溶接パスごとに発生した融合不良のフェーズドアレイUTでの表示
1mm
図 12 開先面の融合不良と画面表示
フェーズドアレイUT表示画面
マクロ写真
開先面
LF
LF
LF
ビード形状エコー
開先面
壁側
建築,土木におけるフェーズドアレイUT法
解説
平成 30年 2月79
のようになるか確認するために,大きな溶込み不良がある試験体を作成し,その探触子位置での断面写真を図 14 に示す。 溶込み不良の高さが 4mm であったので,図 13 の場合と異なり,上端エコーと下端エコーが明確に分離された二重の指示となったが,それ以外は図 13 と同様の表示画面であった。 集中ブローホールがある試験体の PAUT の画面表示を図 15
に示す。 実際の既存鉄骨溶接部に集中ブローホールが存在する場合,同様の PAUT の画面表示になるものと考えられる。4.4 極厚板現場溶接部の割れ
極厚板の現場溶接部の A スコープ斜角探触子法の超音波探傷試験で,図 16 に示す位置できずエコーが検出された。通
常,開先から母材側に 10mm 程度入るような溶接欠陥はなく,割れの存在が疑われたので PAUT 法で検出されたきずエコーの詳細を調査することとした。 板厚がかなり厚い部材のため,PAUT での調査は,この不明なきずエコーの周辺のみを調査することとした。ただし,Y距離を変化させることによってきずエコーの反射源への超音波ビームの入射角を変化させることとした。 PAUT の結果を図 17 〜 図 23 に示す。 図 17 は,探触子溶接部距離(Y 距離)を変化させたときの,エコー高さが最も高くなるきず位置(Y 方向位置)を表している。斜角一探触子法での結果と同様で,溶接部から母材側に 10mm 程度離れている位置がきず位置となっている。さらに, Y 距離が変わりきずへの超音波の入射角が変わると Y 方向位置がバラつくのでギザギザした破面の可能性が推定される(パイプ状のきずやき裂の先端なら Y 距離が変化しても Y方向位置はほぼ同一で,平面状のきずなら垂直入射に近い入射角で大きなエコー高さになり Y 距離が大きくなると Y 方向位置は大きくなるか小さくなるか一定の関係が見られることが多い)。 図 18 〜図 20 は Y 距離 55mm で,図 18 は母材のきずがない位置の表示画面で,図 19 及び図 20 は母材部できずエコーが検出された位置である。なお,図 19 ではエコー表示が2つ重なっており,これは,高さのあるきずの上端と下端からのエコーもしくは,ギザギザの破面の割れからのきずエコーが推定される。 また,裏当て金のすみ肉溶接部からの形状エコーが図 18,図 19 で検出されているが,図 20 では検出されていない。これは,裏当て金のすみ肉溶接が断続すみ肉で施工されていて,
ルート溶込み不良
ルート溶込み不良
底面からの小さなエコー
図 13 ルート部の溶込み不良の画面表示
図 14 大きな溶込み不良と画面表示
底面からの小さなエコー底面からの小さなエコー
底面からの小さなエコー底面からの小さなエコー
フェーズドアレイUT表示画面
下端エコー
上端エコー
図 15 集中ブローホールと画面表示
フェーズドアレイUT表示画面
マクロ写真
開先面
BHBH
BHBH
BH
開先面
壁側
図 16 斜角一探触子法で検出されたきずエコーの反射位置
10mm程度
割れ検出範囲
Y=0位置
X=0
X=30
X=60
X=90
X=120
X=150
X=180
X=210
X=240
きずエコー位置
図 17 反射源の Y 方向位置(フェーズドアレイ UT)
Y=55mm
Y=65mm
Y=75mm
Y=85mm
Y:フェーズドアレイ 探触子の位置
溶接線方向位置,(mm)
Y方向位置,(mm)
0
0-2-4-6-8-10-12-14-16
100 200 300
図 18 フェーズドアレイ UT 画面(X = 0mm,Y = 55mm)
裏当て金すみ肉からの形状エコー裏当て金すみ肉からの形状エコー
80非破壊検査第 67巻 2号(2018)
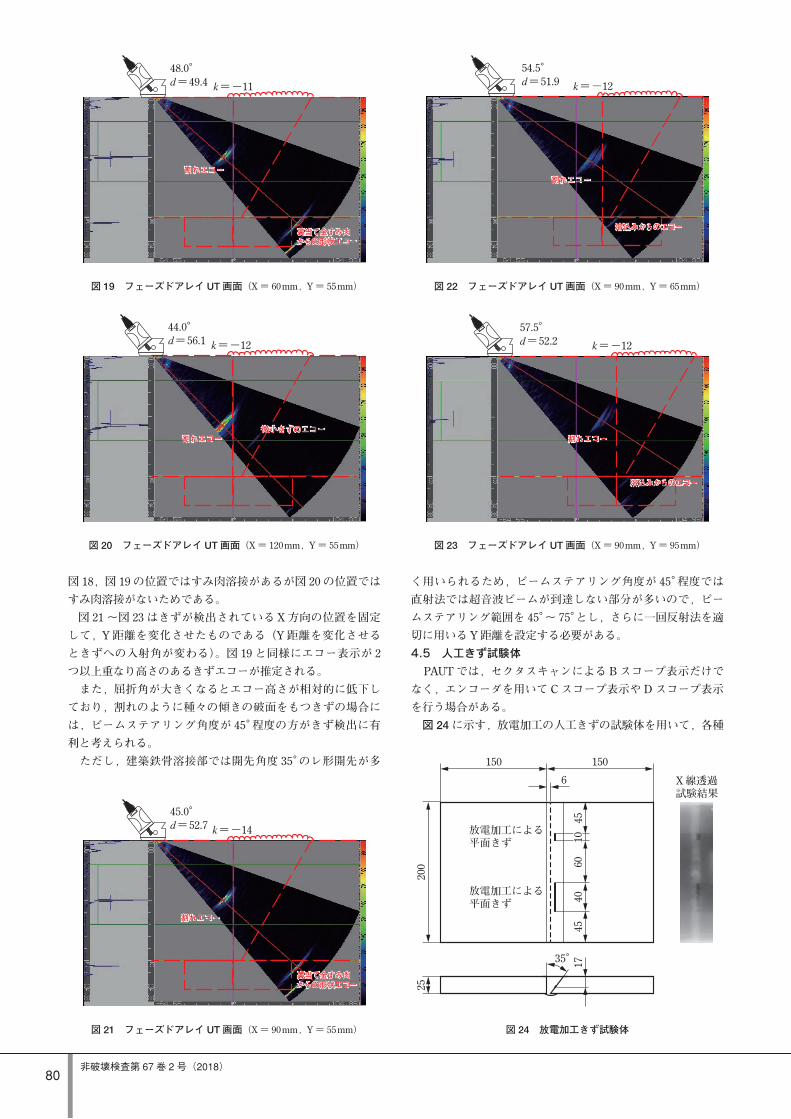
図 18,図 19 の位置ではすみ肉溶接があるが図 20 の位置ではすみ肉溶接がないためである。 図 21 〜図 23 はきずが検出されている X 方向の位置を固定して,Y 距離を変化させたものである(Y 距離を変化させるときずへの入射角が変わる)。図 19 と同様にエコー表示が 2つ以上重なり高さのあるきずエコーが推定される。 また,屈折角が大きくなるとエコー高さが相対的に低下しており,割れのように種々の傾きの破面をもつきずの場合には,ビームステアリング角度が 45°程度の方がきず検出に有利と考えられる。 ただし,建築鉄骨溶接部では開先角度 35°のレ形開先が多
く用いられるため,ビームステアリング角度が 45°程度では直射法では超音波ビームが到達しない部分が多いので,ビームステアリング範囲を 45°〜 75°とし,さらに一回反射法を適切に用いる Y 距離を設定する必要がある。4.5 人工きず試験体
PAUT では,セクタスキャンによる B スコープ表示だけでなく,エンコーダを用いて C スコープ表示や D スコープ表示を行う場合がある。 図 24 に示す,放電加工の人工きずの試験体を用いて,各種
図 19 フェーズドアレイ UT 画面(X = 60mm,Y = 55mm)
48.0°d=49.4 k=-11
裏当て金すみ肉からの形状エコー裏当て金すみ肉からの形状エコー
割れエコー割れエコー
図 20 フェーズドアレイ UT 画面(X = 120mm,Y = 55mm)
44.0°d=56.1 k=-12
割れエコー割れエコー微小きずのエコー微小きずのエコー
図 21 フェーズドアレイ UT 画面(X = 90mm,Y = 55mm)
45.0°d=52.7 k=-14
裏当て金すみ肉からの形状エコー裏当て金すみ肉からの形状エコー
割れエコー割れエコー
図 22 フェーズドアレイ UT 画面(X = 90mm,Y = 65mm)
54.5°d=51.9 k=-12
溶込みからのエコー溶込みからのエコー
割れエコー割れエコー
図 23 フェーズドアレイ UT 画面(X = 90mm,Y = 95mm)
57.5°d=52.2 k=-12
割れエコー割れエコー
溶込みからのエコー溶込みからのエコー
図 24 放電加工きず試験体
25
35° 17
200
4510
6040
45
6
150 150
放電加工による平面きず
放電加工による平面きず
X線透過試験結果
建築,土木におけるフェーズドアレイUT法
解説
平成 30年 2月81
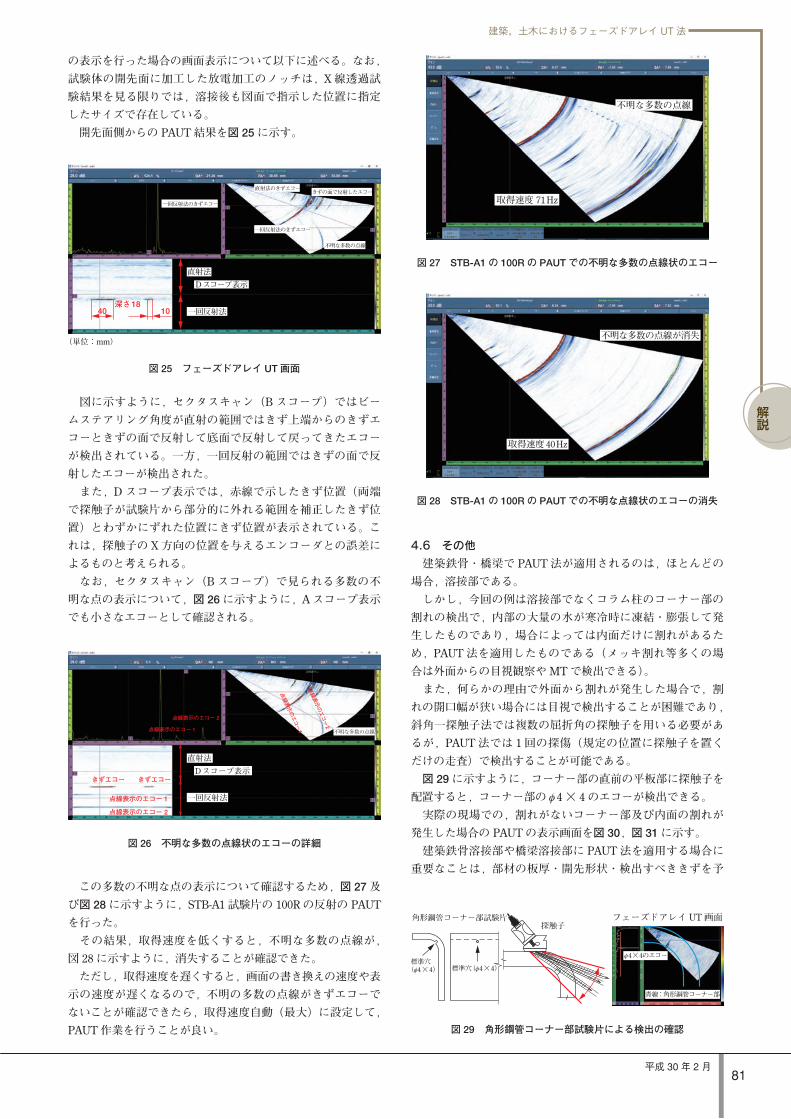
の表示を行った場合の画面表示について以下に述べる。なお,試験体の開先面に加工した放電加工のノッチは,X 線透過試験結果を見る限りでは,溶接後も図面で指示した位置に指定したサイズで存在している。 開先面側からの PAUT 結果を図 25 に示す。
図に示すように,セクタスキャン(B スコープ)ではビームステアリング角度が直射の範囲ではきず上端からのきずエコーときずの面で反射して底面で反射して戻ってきたエコーが検出されている。一方,一回反射の範囲ではきずの面で反射したエコーが検出された。 また,D スコープ表示では,赤線で示したきず位置(両端で探触子が試験片から部分的に外れる範囲を補正したきず位置)とわずかにずれた位置にきず位置が表示されている。これは,探触子の X 方向の位置を与えるエンコーダとの誤差によるものと考えられる。 なお,セクタスキャン(B スコープ)で見られる多数の不明な点の表示について,図 26 に示すように,A スコープ表示でも小さなエコーとして確認される。
この多数の不明な点の表示について確認するため,図 27 及び図 28 に示すように,STB-A1 試験片の 100R の反射の PAUTを行った。 その結果,取得速度を低くすると,不明な多数の点線が,図 28 に示すように,消失することが確認できた。 ただし,取得速度を遅くすると,画面の書き換えの速度や表示の速度が遅くなるので,不明の多数の点線がきずエコーでないことが確認できたら,取得速度自動(最大)に設定して,PAUT 作業を行うことが良い。
4.6 その他
建築鉄骨・橋梁で PAUT 法が適用されるのは,ほとんどの場合,溶接部である。 しかし,今回の例は溶接部でなくコラム柱のコーナー部の割れの検出で,内部の大量の水が寒冷時に凍結・膨張して発生したものであり,場合によっては内面だけに割れがあるため,PAUT 法を適用したものである(メッキ割れ等多くの場合は外面からの目視観察や MT で検出できる)。 また,何らかの理由で外面から割れが発生した場合で,割れの開口幅が狭い場合には目視で検出することが困難であり,斜角一探触子法では複数の屈折角の探触子を用いる必要があるが,PAUT 法では 1 回の探傷(規定の位置に探触子を置くだけの走査)で検出することが可能である。 図 29 に示すように,コーナー部の直前の平板部に探触子を配置すると,コーナー部のφ 4 × 4 のエコーが検出できる。 実際の現場での,割れがないコーナー部及び内面の割れが発生した場合の PAUT の表示画面を図 30,図 31 に示す。 建築鉄骨溶接部や橋梁溶接部に PAUT 法を適用する場合に重要なことは,部材の板厚・開先形状・検出すべききずを予
直射法
一回反射法40 10深さ18
Dスコープ表示
不明な多数の点線
直射法のきずエコー
(単位:mm)
きずの面で反射したエコー
一回反射法のきずエコー
一回反射法のきずエコー
図 25 フェーズドアレイ UT 画面
探触子フェーズドアレイUT画面角形鋼管コーナー部試験片
青線:角形鋼管コーナー部
4×4のエコーφ
標準穴( 4×4)φ標準穴( 4×4)φ
図 29 角形鋼管コーナー部試験片による検出の確認
図 26 不明な多数の点線状のエコーの詳細
直射法
一回反射法
きずエコー
点線表示のエコー 1
点線表示のエコー 1
点線表示のエコー1
点線表示のエコー 2
点線表示のエコー 2
点線表示のエコー2
きずエコーDスコープ表示
不明な多数の点線
図 27 STB-A1 の 100R の PAUT での不明な多数の点線状のエコー
不明な多数の点線
取得速度 71Hz
図 28 STB-A1 の 100R の PAUT での不明な点線状のエコーの消失
不明な多数の点線が消失
取得速度40Hz
82非破壊検査第 67巻 2号(2018)
古舘 岳実 (株)ジャスト(225-0012 神奈川県横浜市青葉区あざみ野南 2-4-1) 本社 検査計画部 非破壊検査総合管理技術者現在,建築及び橋梁の溶接部の検査要領立案に従事
想した適正な Y 距離とビームステアリング角の設定と得られた表示画面の解釈が重要になる。今後,現場での探傷事例が増えるとともに,その探傷条件・表示画面の解釈とその再現実験(場合によってはシミュレーション)によるデータの蓄積と整理によって,信頼性の高い PAUT 法の確立を目指す。そのため,より多くの人の協力をお願いしたい。
なお,探傷データの再現性に関して,現状は十分なものとは思えない。現状のロータリーエンコーダを探傷面上で回転させて X 方向位置を取得する方法は作業性が悪く,再現性に問題がある(現在はワイヤを用いたエンコーダでの解決も試みている)。 今後の課題として,溶接線方向(X 方向)の探触子位置を探傷器に入力する方法として,非接触のリニアエンコーダのようなものが開発されることを期待する。
参 考 文 献1)古舘岳実, 池ヶ谷靖, 上平綱昭:フェーズドアレイ法による
鉄骨溶接部の不溶着部高さの測定に関する実験的研究, 日本建築学会大会梗概集, pp.1215-1216, (2016)
2)CIW 検査業協会 技術委員会:落橋防止装置溶接部における部分溶込み溶接部の不溶着高さの測定要領(案), (2016)
図 30 コーナー部割れなし
コーナー部表面エコー
図 31 コーナー部内面割れ
内面割れのエコー
池ヶ谷 靖 (株)ジャスト(989-3127 宮城県仙台市青葉区愛子東 2-3-26) 仙台営業所技術士(建設部門),非破壊検査総合管理技術者現在,建築及び橋梁の溶接部の検査手法に関する実験・開発,検査作業に従事







