ultimaker 3 3 manual (ja).pdf · ultimaker 3とultimaker 3...
TRANSCRIPT
Ultimaker 3
設置およびユーザーマニュアル
オリジナル・マニュアルv1.0 2016
2
免責事項
この設置およびユーザーマニュアルの中身をよく読んで理解してください。マニュアルを読まない場合、身体に大きな怪我を負うことや、Ultimaker 3で満足のいく結果が得られなかったりUltimaker 3を破損させたりすることがあります。本3Dプリンター製品を使用する人がこのマニュアルの中身を必ず理解しているようにしてください。その上で、Ultimaker 3またはUltimaker 3 Extendedを最大限にご活用ください。
装置の組み立て、取り扱い、保管、使用、処分*の条件や方法は、当社の統制が及ぶものではなく、当社が認識していないことがあります。この理由やその他の理由のため、本製品の組み立て、取り扱い、保管、使用、処分に起因するか何らかの形で関係している損失、負傷、損害、支出に関して当社は責任を負わず、明示的にその債務を否認します。*
本文書中の情報は、当社が信頼できると考える情報源から入手しました。しかし、この情報は明示的にも黙示的にもその正確性に対する保証なしに提供されています。
Ultimaker 3の意図されている用途Ultimaker 3Dプリンターは、商業/ビジネス環境でUltimakerエンジニアリング熱可塑性樹脂を使用した熱溶解積層法によるモデリングを目的として設計・製造されています。精度と速度を両立させたUltimaker 3Dプリンターは、コンセプトモデルの作成、機能性プロトタイプの試作、小ロット製品の製造に適した装置です。Curaを使用して当社は非常に高水準の3Dモデル製造を可能にしましたが、プリントした物品を意図した用途に適していることを確認・検証することはユーザーの責任です。特に、医療機器や航空関係など、厳しい規制のある領域での使用する場合は、特に検証が必須です。使用する材料は自由に選ぶことができますが、Ultimaker認定材料をご使用いただくと、最良の結果を得ることができます。材料の特性が装置の特性に合うように考えられているからです。
* WEEE指令に準拠しています。
Copyright © 2016 Ultimaker.All rights reserved worldwide.この言語による本マニュアルは、メーカーの認定を受けています(オリジナル・マニュアル)。本書のどの部分も(写真を含む)、Ultimakerの事前の書面による承認なく、印刷、写真複製、マイクロフィルム、その他いかなる手段によっても、複製および/または公開してはいけません。
3
目次
1. 安全およびコンプライアンス ...........................................................................................................................................................6 安全メッセージ 7 危険性 8
2. はじめに ..............................................................................................................................................................................................9 Ultimaker 3とUltimaker 3 Extendedの主要構成物 10 仕様 11
3. 梱包を開け、ハードウェアを設置する ..........................................................................................................................................12 箱から出す 13 ハードウェア付属品の取り付け 15
4. 初めて使用する際のセットアップ .................................................................................................................................................17 Print Coreの取り付け 18 材料のロード 19 WiFiとファームウェアのインストール 21 Curaソフトウェア 22
5. 運転 .................................................................................................................................................................................................23 ディスプレイとコントロールボタン 24 Curaの使用 25 プリントの開始 26 材料 28 Print Core 31 ビルドプレートのキャリブレーション 32
6. メンテナンス ....................................................................................................................................................................................34 ファームウェアの更新 35 軸の潤滑 36 プリンターをきれいに保つ 37 BB Print Coreのメンテナンス 38
7. ヘルプとサポート ............................................................................................................................................................................40 トラブルシューティング 41
4
序文
これは、お客さまのUltimaker 3またはUltimaker 3 Extendedのための設置およびユーザーマニュアルです。このマニュアルには、3Dプリンターの設置と利用についての章で構成されています。
このマニュアルには、安全、設置、利用に関する重要情報と指示が書かれています。このマニュアルに含まれているすべての情報に目を通し、指示とガイドラインに慎重に従ってください。そうすることで、質の高いプリント結果を得ることができるだけでなく、起こり得る事故や傷害を避けることができます。
Ultimaker 3やUltimaker 3 Extendedを使用する人すべてがこのマニュアルを必ず利用できるようにしておいてください。
このマニュアルが可能な限り正確で完全なものになるように、あらゆる努力を尽くしてあります。情報は正確であると考えられますが、あらゆる点を網羅することを意図したものではなく、あくまでもガイドとしてのみ使用する必要があります。何らかの間違いや欠落している点を見つけられた場合は、当社が修正できるようにご連絡をお願いいたします。そうすることで、当社の文書が改善され、お客さまへのサービスが改善されていきます。
5
認定
6
安全および コンプライアンス1Ultimaker 3とUltimaker 3 Extendedは、安全に利用することが非常に大切です。 この章は、安全と危険性について説明しています。 起こり得る事故と傷害を避けるため、すべての情報に慎重に目を通してください。
7
安全メッセージ
このマニュアルには、警告と安全についての注意事項が含まれています。
作業の遂行や問題の回避のために役立つ追加的情報を示します。
安全指示を守らなかった場合に重大な損害や怪我を引き起こす可能性がある状況についての警告です。
一般的な安全情報Ultimaker 3とUltimaker 3 Extendedは高温を発生させ、怪我を引き起こし得る高温の可動部があります。Ultimaker 3やUltimaker 3 Extendedを動作させている時は、絶対に内部に触れないでください。プリンターの操作は、必ず前面のボタンか背面の電源スイッチで行ってください。Ultimaker 3やUltimaker 3 Extendedの内部に触れる場合は、その前に 5分間冷ましてください。
メーカーによって許可されていない限り、Ultimaker 3のどの部分も変更や調整をしないでください。
Ultimaker 3の内部に物を入れたままにしないでください。
Ultimaker 3とUltimaker 3 Extendedは、身体能力および/または精神能力に障害を持つ人、あるいは経験や知識を欠く人による使用を意図したものではありません。ただし、装置使用に関してそのような人の安全に責任を負う人による監督や 指示がある場合は、その限りではありません。 子供がプリンターを使用する時は、常に監督が必要です。
電波の使用本装置は有害な干渉を引き起こすことはなく、本装置は、望ましくない動作を引き起こし得る干渉を含む外部からの干渉を受けます。
8
危険性
電磁的適合性(EMC)本装置は、FCC規則パート15に基づくクラスAデジタル機器の制限に準拠していることが試験によって検証されています。この制限は、装置を商業環境で運用した場合に有害な干渉に対する合理的な保護を提供するように考えられています。本装置は、無線周波数帯のエネルギーを発生させ、使用し、放出することがあり、マニュアルに従った設置と利用を行わない場合、無線通信に有害な干渉を引き起こすことがあります。本装置の住宅地域での運用は、有害な干渉を引き起こす可能性が高く、その場合、使用者は自己の費用で干渉を是正する義務を負います。
Ultimaker 3とUltimaker 3 ExtendedのEMC試験報告書は、[email protected]に請求いただければ提供いたします。
電気的安全 Ultimaker 3は、低圧指令に該当するIEC 60950-1に従って試験されています。
Ultimaker 3は、Meanwell電源GST220AXおよび付属の電源コードと共に使用しなければなりません。そのように組み合わせることで、短絡、過負荷、過電圧、過熱に関する安全性が確保されます。詳細情報については、当社ウェブサイトのCB報告書をご覧ください。
保守や改修を行う場合は、その前に必ずプリンターの電源コードを抜いてください。
機械的安全 Ultimaker 3には可動部分があります。ドライブベルトが使用者に怪我をさせることは予想されていません。ビルドプレートの力は
ある程度の怪我をさせるだけの大きさがありますので、動作中は手がビルドプレートの動作範囲に入らないようにしてください。
保守や改修を行う場合は、その前に必ずプリンターの電源コードを抜いてください。
火傷のリスク 火傷を負うリスクは存在します。プリントヘッドは280度の高温になることがあり、熱くなったベッドは100度に達することがありま
す。どちらも素手で触らないでください。
保守や改修を行う場合、その前にプリンターを必ず30分冷ますようにしてください。
安全衛生 Ultimaker 3は、Ultimaker PLA、Ultimaker ABS、Ultimaker CPE、Ultimaker Nylon、Ultimaker PVAに合わせて設計されています。当社の材料は、推奨温度と設定が使用されている場合に安全にプリントできます。どのUltimaker材料も、換気が良好な空間でプリントすることを推奨します。詳細情報については、各材料のSDSをご確認ください。
Ultimaker材料以外の材料は、Ultimaker 3プリンターでの加工中にVOC(揮発性有機化合物)を放出する可能性があります(保証対象外です)。これは、頭痛、疲労、目まい、錯乱、眠気、不快感、集中力散漫、陶酔感の原因となることがあります。排煙フードの利用を推奨します。詳細情報については、各材料のSDSをご覧ください。
9
はじめに2Ultimaker 3について理解し、この3Dプリンターで何ができるか を学びましょう。
10
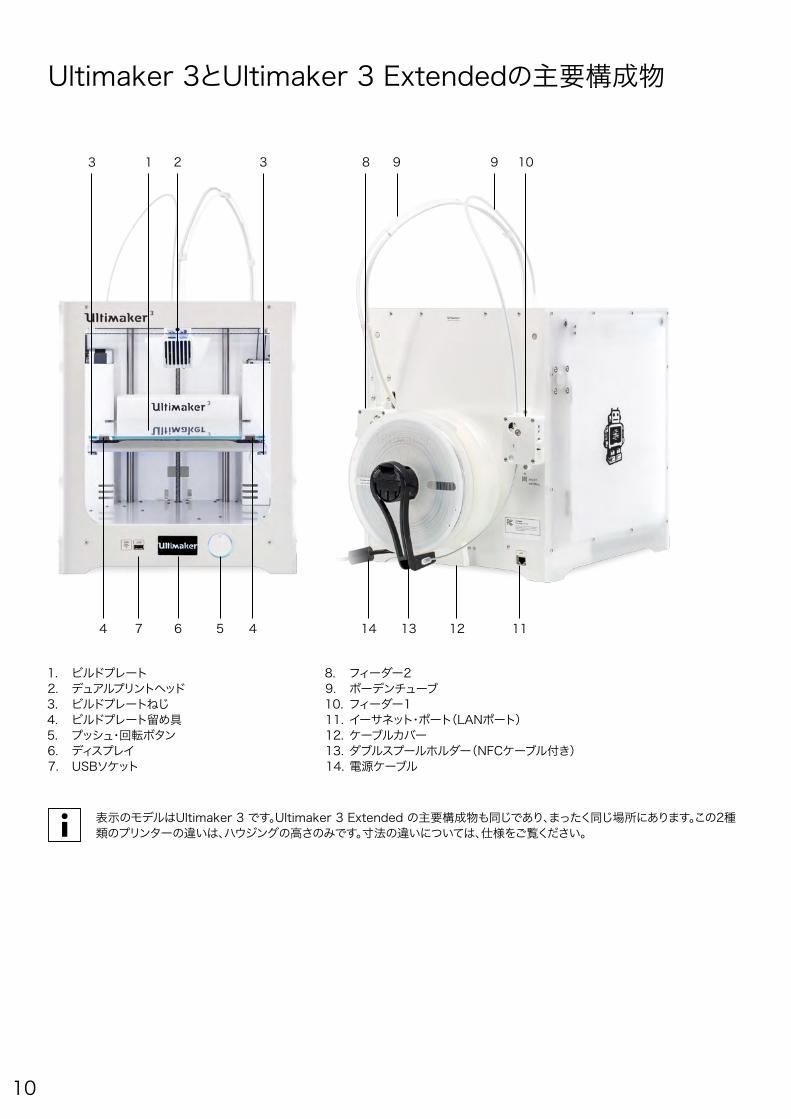
Ultimaker 3とUltimaker 3 Extendedの主要構成物
表示のモデルはUltimaker 3 です。Ultimaker 3 Extended の主要構成物も同じであり、まったく同じ場所にあります。この2種類のプリンターの違いは、ハウジングの高さのみです。寸法の違いについては、仕様をご覧ください。
1. ビルドプレート2. デュアルプリントヘッド3. ビルドプレートねじ4. ビルドプレート留め具5. プッシュ・回転ボタン6. ディスプレイ7. USBソケット
8. フィーダー29. ボーデンチューブ10. フィーダー111. イーサネット・ポート(LANポート)12. ケーブルカバー13. ダブルスプールホルダー(NFCケーブル付き)14. 電源ケーブル
1 2 33
45674
8 9 9 10
11121314
11
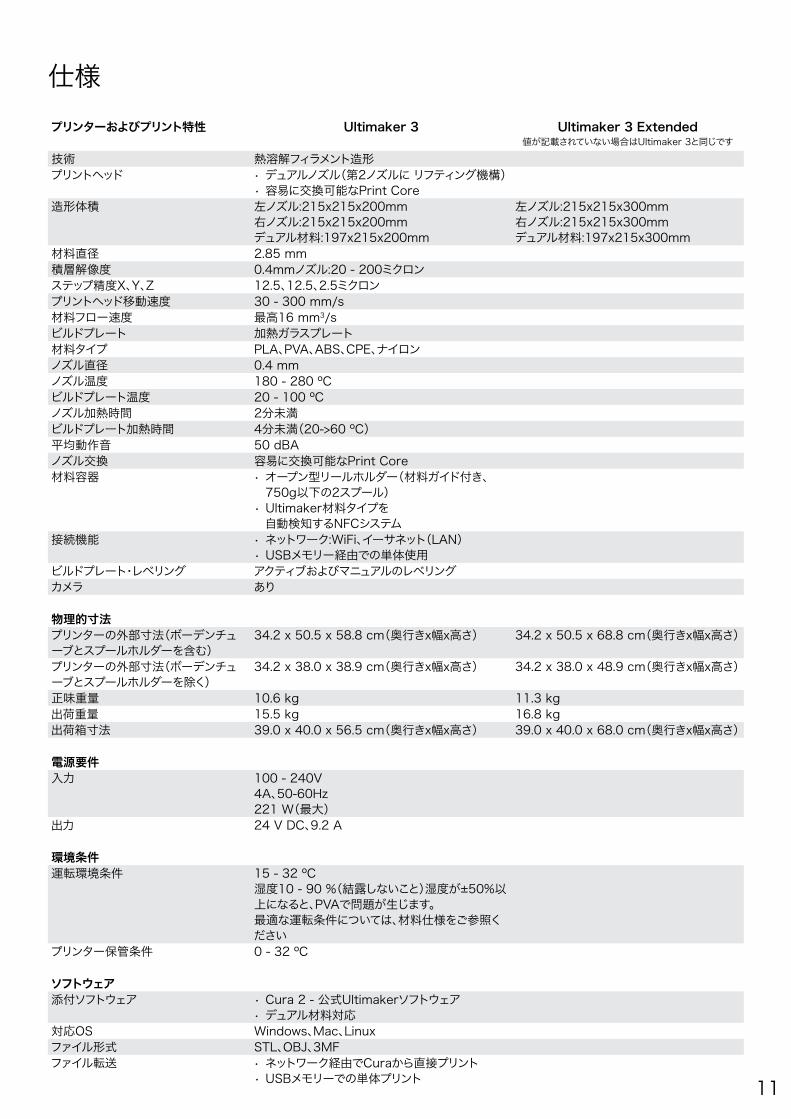
仕様プリンターおよびプリント特性 Ultimaker 3 Ultimaker 3 Extended
値が記載されていない場合はUltimaker 3と同じです
技術 熱溶解フィラメント造形プリントヘッド • デュアルノズル(第2ノズルに リフティング機構)
• 容易に交換可能なPrint Core造形体積 左ノズル:215x215x200mm
右ノズル:215x215x200mmデュアル材料:197x215x200mm
左ノズル:215x215x300mm右ノズル:215x215x300mmデュアル材料:197x215x300mm
材料直径 2.85 mm積層解像度 0.4mmノズル:20 - 200ミクロンステップ精度X、Y、Z 12.5、12.5、2.5ミクロンプリントヘッド移動速度 30 - 300 mm/s材料フロー速度 最高16 mm3/sビルドプレート 加熱ガラスプレート材料タイプ PLA、PVA、ABS、CPE、ナイロンノズル直径 0.4 mmノズル温度 180 - 280 ºCビルドプレート温度 20 - 100 ºCノズル加熱時間 2分未満ビルドプレート加熱時間 4分未満(20->60 ºC)平均動作音 50 dBAノズル交換 容易に交換可能なPrint Core材料容器 • オープン型リールホルダー(材料ガイド付き、
750g以下の2スプール)• Ultimaker材料タイプを
自動検知するNFCシステム接続機能 • ネットワーク:WiFi、イーサネット(LAN)
• USBメモリー経由での単体使用ビルドプレート・レベリング アクティブおよびマニュアルのレベリングカメラ あり
物理的寸法プリンターの外部寸法(ボーデンチューブとスプールホルダーを含む)
34.2 x 50.5 x 58.8 cm(奥行きx幅x高さ) 34.2 x 50.5 x 68.8 cm(奥行きx幅x高さ)
プリンターの外部寸法(ボーデンチューブとスプールホルダーを除く)
34.2 x 38.0 x 38.9 cm(奥行きx幅x高さ) 34.2 x 38.0 x 48.9 cm(奥行きx幅x高さ)
正味重量 10.6 kg 11.3 kg出荷重量 15.5 kg 16.8 kg出荷箱寸法 39.0 x 40.0 x 56.5 cm(奥行きx幅x高さ) 39.0 x 40.0 x 68.0 cm(奥行きx幅x高さ)
電源要件入力 100 - 240V
4A、50-60Hz221 W(最大)
出力 24 V DC、9.2 A
環境条件運転環境条件 15 - 32 ºC
湿度10 - 90 %(結露しないこと)湿度が±50%以上になると、PVAで問題が生じます。最適な運転条件については、材料仕様をご参照ください
プリンター保管条件 0 - 32 ºC
ソフトウェア添付ソフトウェア • Cura 2 - 公式Ultimakerソフトウェア
• デュアル材料対応対応OS Windows、Mac、Linuxファイル形式 STL、OBJ、3MFファイル転送 • ネットワーク経由でCuraから直接プリント
• USBメモリーでの単体プリント
12
梱包を開け、ハードウェアを設置する3注意してUltimaker 3または Ultimaker 3 Extendedの梱包を開け、この章の指示に従ってハードウェアをセットアップしてください。
13
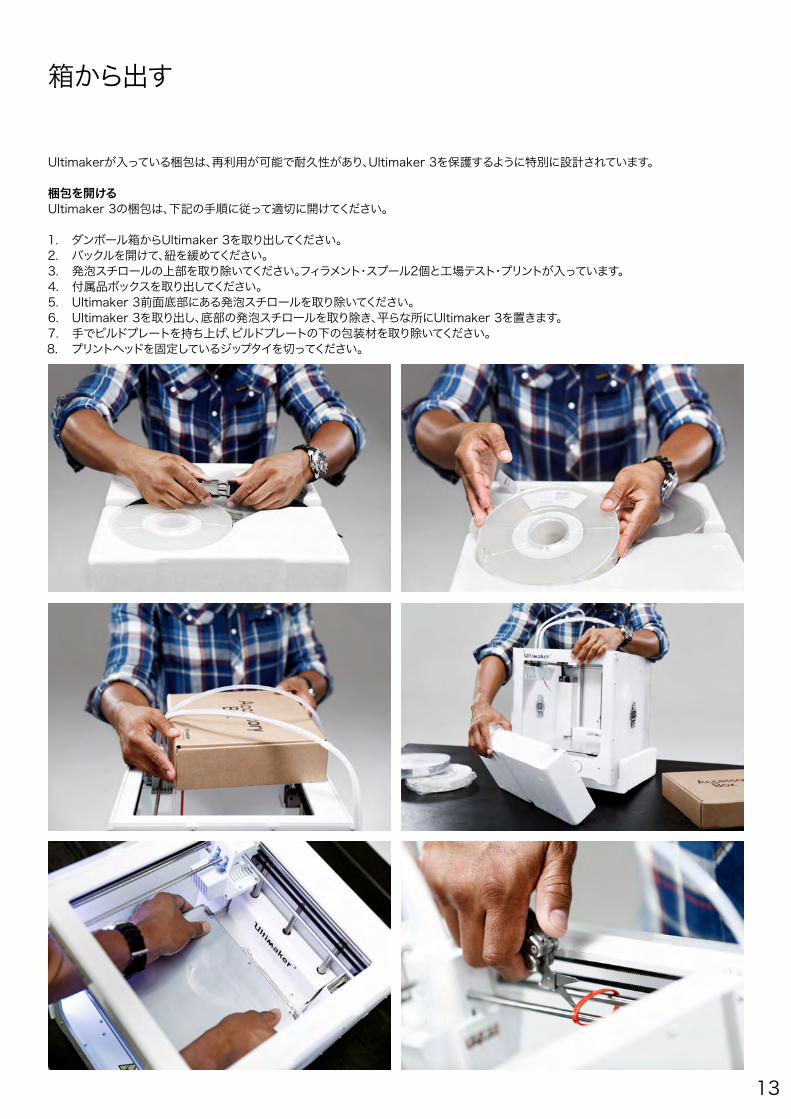
箱から出す
Ultimakerが入っている梱包は、再利用が可能で耐久性があり、Ultimaker 3を保護するように特別に設計されています。
梱包を開ける Ultimaker 3の梱包は、下記の手順に従って適切に開けてください。
1. ダンボール箱からUltimaker 3を取り出してください。2. バックルを開けて、紐を緩めてください。3. 発泡スチロールの上部を取り除いてください。フィラメント・スプール2個と工場テスト・プリントが入っています。4. 付属品ボックスを取り出してください。5. Ultimaker 3前面底部にある発泡スチロールを取り除いてください。6. Ultimaker 3を取り出し、底部の発泡スチロールを取り除き、平らな所にUltimaker 3を置きます。7. 手でビルドプレートを持ち上げ、ビルドプレートの下の包装材を取り除いてください。8. プリントヘッドを固定しているジップタイを切ってください。
14
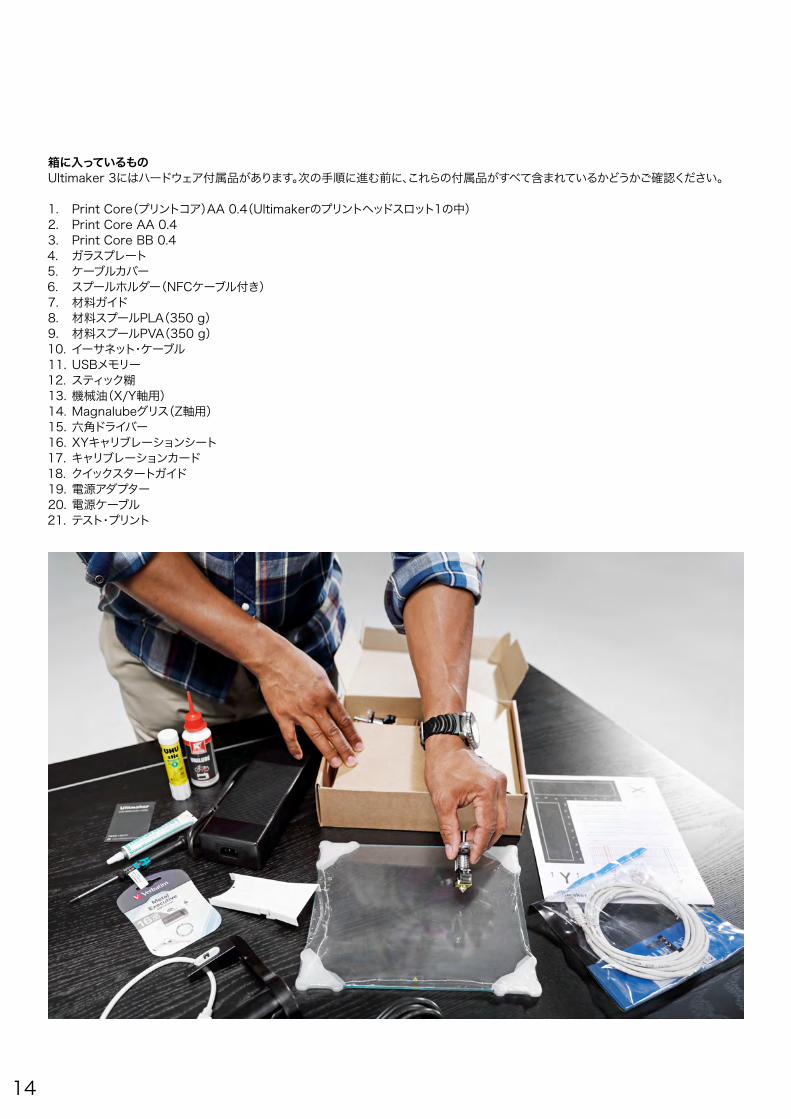
箱に入っているものUltimaker 3にはハードウェア付属品があります。次の手順に進む前に、これらの付属品がすべて含まれているかどうかご確認ください。
1. Print Core(プリントコア)AA 0.4(Ultimakerのプリントヘッドスロット1の中)2. Print Core AA 0.43. Print Core BB 0.44. ガラスプレート5. ケーブルカバー6. スプールホルダー(NFCケーブル付き)7. 材料ガイド8. 材料スプールPLA(350 g)9. 材料スプールPVA(350 g)10. イーサネット・ケーブル11. USBメモリー12. スティック糊13. 機械油(X/Y軸用)14. Magnalubeグリス(Z軸用)15. 六角ドライバー16. XYキャリブレーションシート17. キャリブレーションカード18. クイックスタートガイド19. 電源アダプター20. 電源ケーブル21. テスト・プリント

15
ハードウェア付属品の取り付け
NFCスプールホルダーの取り付けと接続1. プリンターを本体右側を下にして静かに置いてください。2. バックパネル内にスプールホルダーを挿入してください。穴に先端部分を入れてから、パチッとはまるまで押し込んでください。3. NFCソケットにNFCケーブルを接続してください。コネクターの平らな側がボトムパネルとは反対側になります。4. NFCケーブルがバックパネルのスロットを通るようにしてください。5. ケーブルが収まるように、バックパネルにケーブルカバーを挿入してください。6. Ultimakerを静かに立ててください。
ガラスプレートの取り付け1. ビルドプレート前方にある2つのビルドプレート留め具を開けてください。2. ガラスプレートをビルドプレートの上に静かにスライドさせ、後部のビルドプレートの留め具にパチッとはまるようにしてください。3. ビルドプレートの前部の2つの留め具を締めて、ガラスプレートを固定してください。
16
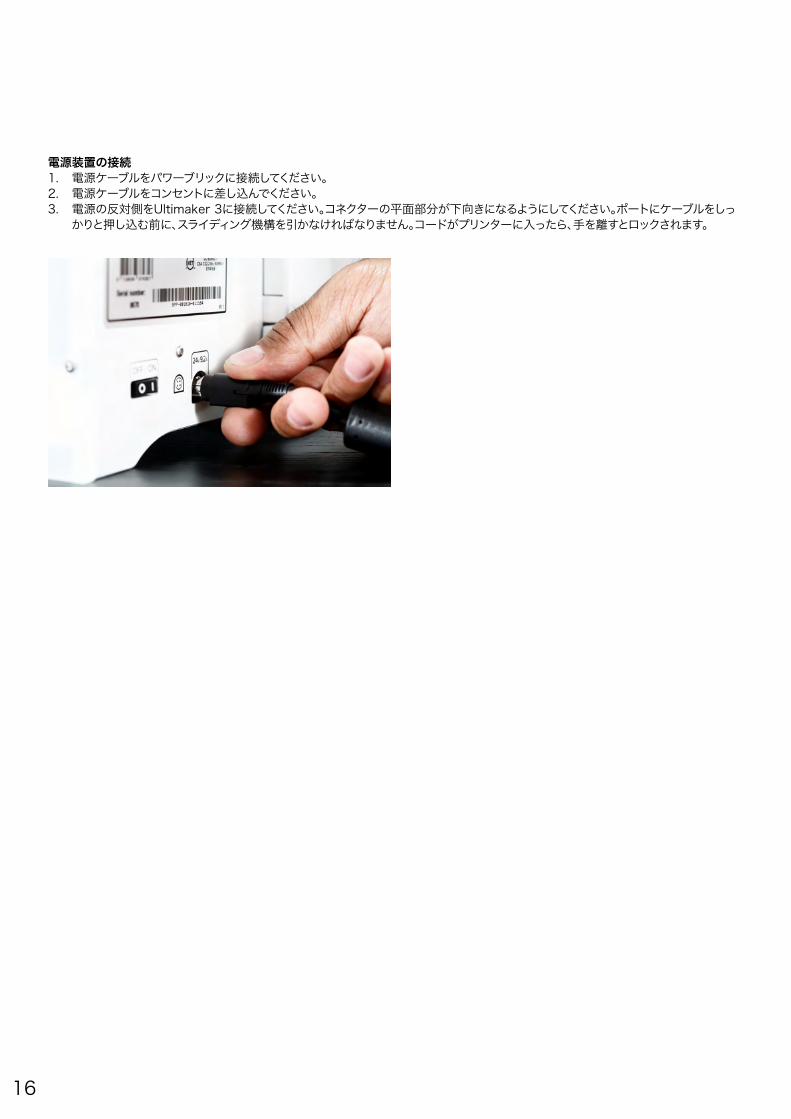
電源装置の接続1. 電源ケーブルをパワーブリックに接続してください。2. 電源ケーブルをコンセントに差し込んでください。3. 電源の反対側をUltimaker 3に接続してください。コネクターの平面部分が下向きになるようにしてください。ポートにケーブルをしっ
かりと押し込む前に、スライディング機構を引かなければなりません。コードがプリンターに入ったら、手を離すとロックされます。
17
初めて使用する際のセットアップ4付属品を取り付けた後、プリンターを初めて使う前にセットアップが必要です。この章は、Print Coreの取り付け、材料のロード、WiFiの設定、ファームウェアの更新、Curaソフトウェアのインストールの手順について説明しています。

18
Print Coreの取り付け
セットアップするため、プリンター後部の電源スイッチを入れてください。ディスプレイにメインメニューが表示されます。ボタンを回転させてメニュー内を移動し、ボタンを押して選択してください。
Print Coreの取り付けUltimaker 3には、プリントヘッドの中に2つのPrint Coreがあり、相互に交換可能です。
Print Coreには2種類あります:• タイプAA: ビルド材料(PLA、ABS、CPE、ナイロン)のプリント用• タイプBB: サポート材料(PVA)のプリント用
Ultimaker 3には、2つのAA Print Core(1つはプリントヘッドスロット1に取り付け済み)と1つのBB Print Coreが付属しています。これにより、2つのビルド材料でプリントすることも、ビルド材料、サポート材料1つずつを使ってプリントすることもできます。
Print Coreはプリンターに情報を伝えるようになっており、プリンターは、どのPrint Coreが取り付けられ、そのPrint Coreでどの材料が使用できるかが常に分かるようになっています。
2番目のPrint Coreを取り付けるには、Ultimaker 3のディスプレイ上の手順に従ってください:1. プリントヘッドのファンブラケットを開いてください。2. すると、Ultimaker 3は、プリントヘッドスロット1に取り付けられているPrint Core(AA)を自動的に検知します。
確認して、次に進んでください。3. Print Coreのレバーを握り、プリントヘッドにそれをスライドさせることで、BB Print Coreをプリントヘッドスロット2に取り付けてくだ
さい。4. すると、Ultimaker 3は、プリントヘッドスロット2に取り付けられているPrint Core(BB)を自動的に検知するはずです。
確認して、次に進んでください。5. プリントヘッドのファンブラケットを閉じ、確認してセットアップの次の手順に進んでください。
Print Core裏側のチップに手を触れてはいけません。
Print Coreを取り付ける時はPrint Coreを完全に垂直に保ってください。そうすると、プリントヘッドにスムーズにスライドして入ります。

19
材料のロード
Ultimaker 3でプリントを始める前に、プリンターに材料をロードする必要があります。材料2は、プリンターの裏側近くに置かれる材料であるため、最初にロードします。
材料2のロード1. スプールホルダーに、材料スプールを取り付けてください。材料が底からフィーダー2に入ることができるように、必ず右回りに材料スプ
ールを取り付けてください。材料が簡単にフィーダーに入ることができるように、材料を少しだけ真っ直ぐにしてください。2. Ultimaker 3が材料を検知するまで待ってください(Ultimaker材料を使用する場合)。3. フィーダー2に材料の先端を挿入し、材料がフィーダーにつかまれてボーデンチューブの中に見えるようになるまで、やさしくそれを押し
てください。4. Ultimaker 3がPrint Core 2を加熱して、プリントヘッドの中に材料をロードするのを待ってください。5. 新しい材料がプリントヘッドから押し出されるのを確認してください。6. Print Core 2が冷めるまで少し待ってください。

20
材料1のロード1. 材料ガイドを取り出し、外側部分を自分の方に向けて持ってください。2. 材料ガイドの上に、左回りに材料スプールを取り付けてください。3. 材料ガイドの穴に材料の先端を通してください。終わったら、「continue」を選択してください。4. 材料1を取り付けた材料ガイドを材料2の背後にあるスプールホルダーに取り付け、プリンターに検知されるまで
待ってください。5. フィーダー1に材料の先端を挿入し、材料がフィーダーにつかまれてボーデンチューブの中に見えるようになるまで、やさしくそれを押し
てください。6. Ultimaker 3がPrint Core 1を加熱して、プリントヘッドの中に材料をロードするのを待ってください。7. 新しい材料がプリントヘッドから押し出されるのを確認してください。8. Print Core 1が冷めるまで少し待ってください。
21
WiFiとファームウェアのインストール
Ultimaker 3は、ネットワークを経由して無線でプリントできます。そのため、次にUltimaker 3をネットワークに接続します。
WiFiのセットアップ1. Ultimaker 3がWiFiホットスポットを作成するまで待ってください。これには、1分程度かかることがあります。2. コンピューターを操作し、プリンターのワイヤレスネットワークに接続してください。ネットワークの名称は、Ultimaker 3のディスプレイ
に表示されます。3. コンピューターのディスプレイにポップアップが表示されます。手順に従って、Ultimaker 3をローカルのWiFiネットワークに接続してく
ださい。ここまで終了すると、ポップアップは消えます。
ポップアップが表示されない場合は、ブラウザを開き、「Ultimaker.com」と入力してください。
4. Ultimaker 3に戻って、セットアップを続けてください。
ネットワーク環境によっては、Ultimaker 3の無線接続が難しい場合があります。このようなことが 起きた場合、別のコンピューターから再度WiFiのセットアップを行ってください。
このプロセスを省く場合、後から以下の手順で再度WiFiをセットアップすることができます: System g Network g Run WiFi setup
ファームウェアの更新最終段階で、Ultimaker 3は最新のファームウェアがインストールされているかどうかをチェックします。最新でない場合、ネットワークから最新のファームウェアがダウンロードされ、インストールされます。これには、数分かかります。
22
Curaソフトウェア
Ultimaker 3では、当社の無料のCuraソフトウェアで3Dプリント・ファイルを準備することを推奨します。Curaは、数秒以内に速く正確に3Dモデルを3Dプリント・ファイルに変換できるので、プリントプレビューで希望通りになっているか、すぐに確認することができます。
Ultimaker 3には、Cura 2.3以上を使用する必要があります。
システム条件対応プラットフォーム• Windows Vista以降• Mac OSX 10.7以降• Linux Ubuntu 15.04、Fedora 23、OpenSuse 13.2、ArchLinux以降
システム条件• OpenGL 2互換グラフィックチップ• Intel Core 2またはAMD Athlon 64以降• 内蔵メモリー(RAM): 4Gb以上(推奨は8Gb以上)
互換性のあるファイル形式• STL(3Dプリンターで最も一般的なファイル形式)• OBJ• 3MF
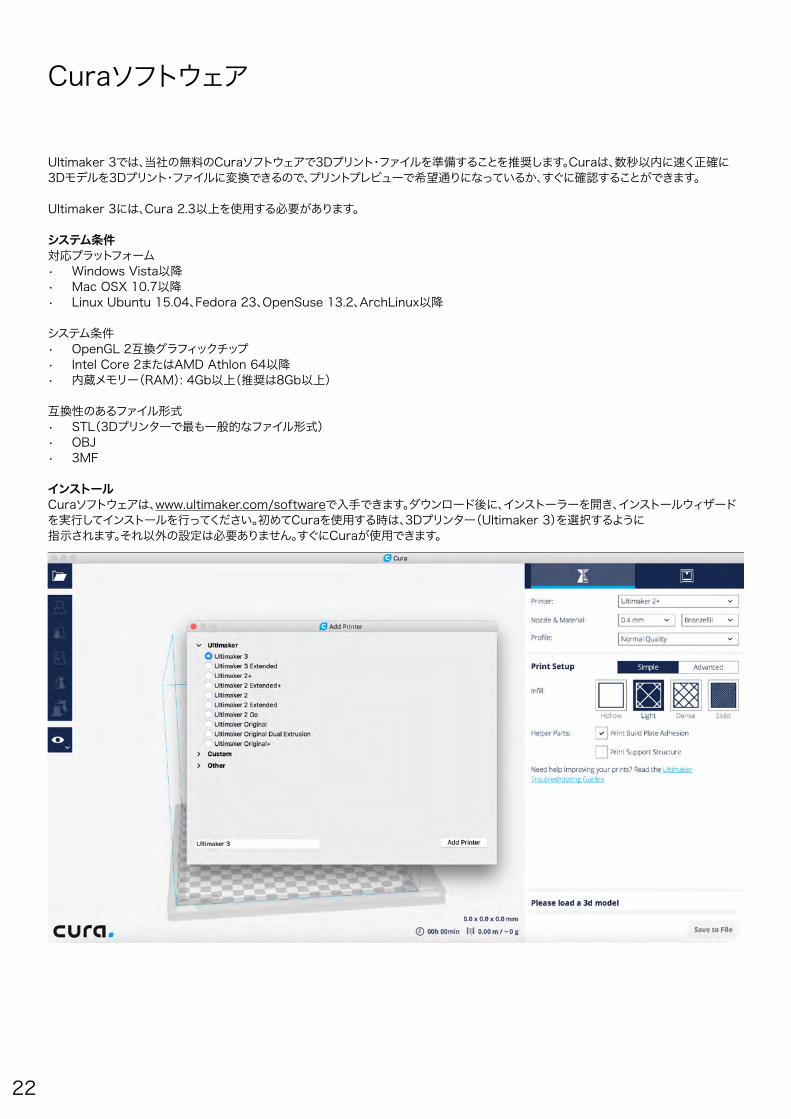
インストールCuraソフトウェアは、www.ultimaker.com/softwareで入手できます。ダウンロード後に、インストーラーを開き、インストールウィザードを実行してインストールを行ってください。初めてCuraを使用する時は、3Dプリンター(Ultimaker 3)を選択するように 指示されます。それ以外の設定は必要ありません。すぐにCuraが使用できます。
23
運転5設置が終わったら、Ultimaker 3でのプリントを 始めることができます。この章では、ディスプレイ、Curaの利用、 プリントの開始、使用できる材料、Print Coreの交換とキャリブレーション、ビルドプレートのキャリブレーションについて説明します。
24
ディスプレイとコントロールボタン
Ultimaker 3の前面にあるディスプレイには、Ultimaker 3の設定と使用に必要なすべての情報が 表示されます。メニューの操作は、ディスプレイ右側のボタンを回したり押したりしたりして行います。 ボタンを回して操作を選択・コントロールし、ボタンを押して確認してください。ボタンを押すと、操作を確認するための「ビープ」音が鳴ります。ボタンの点滅は、Ultimaker 3がユーザーの操作を待っていることを示しています。
Ultimaker 3のスイッチを入れた時は、初めての時を除き、まずUltimakerのロゴが表示され、その後にメインメニューが表示されます。メインメニューには、3つの項目があります:Print、Material/PrintCore、System
PrintPrintメニューでは、USBメモリーを使っている時に、プリントを選択できます。プリント中は、メニューからプリントの調整や設定の変更などを行うこともできます。
Material/PrintCoreMaterial/PrintCoreメニューでは、材料とPrint Coreの変更、取り付け(ロード)、取り外し(アンロード)ができます。
SystemSystemメニューでは、ネットワーク、ビルドプレート、プリントヘッドのコントロールや、保守作業、テストの実行のためのいろいろな操作が可能です。
25
Curaの使用
Curaでは、Ultimaker 3での適合材料を使ったデュアル材料プリント、2色プリント、シングル押出プリントの準備作業が可能です。モデルを作成する際は、必ずPrint Coreと材料の設定がご自身のUltimaker 3の設定と一致しているようにする必要があります。ネットワークを使用している場合は、Curaを使用して、ご自身のUltimaker 3からCuraに設定を自動転送させることもできます。
サポート材料を使用したデュアル押出プリントのスライシング1. 3DモデルをCuraにロードします。2. 希望するプリント・プロファイルを選択し、プリント設定を必要に応じて調整します。3. サポート材料(PVA)のプリントに適したPrint Core/材料を選びます。その際は、「Print support using PVA Extruder [x])」を選択
してSimple設定を利用することもできます。あるいは、Advanced設定を利用することもでき、その場合は、Dual Extrusion設定を選択してから、Support Extruderとして「PVA (Extruder [x])」を選択します。
サポート材料として別の材料を使用したい場合は、CuraでPrint Coreと材料の設定を変更しなければなりません。
4. Curaがモデルのスライシングを終えるまで待ち、Layersビューでプリントのプレビューを確認してからプリントを開始します。
2色のデュアル材料プリントのスライシング1. 両方のモデル・ファイルをCuraにロードします。2. モデルの1つを選択し、左側の「Per Model Settings」ボタンをクリックします。3. この部分のプリントで使用したいPrint Core/材料を「Print model with」ドロップダウンメニューから選択します。4. もう1つのモデルについても同様に操作します。5. まず1つ目のモデルを選択し、シフトボタンを押したまま別のモデルを選択することで、両方のモデルを選択します。6. マウスの右ボタンをクリックし、「Merge models」を選択します(または、Alt+Ctrl+G)。7. 希望するプリント・プロファイルを選択し、両方のPrint Coreのプリント設定を必要に応じて調整します。8. Curaがモデルのスライシングを終えるまで待ち、Layersビューでプリントのプレビューを確認してからプリントを開始します。
シングル押出プリントのスライシング1. モデルをCuraにロードします。2. モデルを選択し、左側の「Per Model Settings」ボタンをクリックします。3. このプリントで使用したいPrint Core/材料を「Print model with」ドロップダウンメニューから選択します。4. 希望するプリント・プロファイルを選択し、プリント設定を必要に応じて調整します。5. Curaがモデルのスライシングを終えるまで待ち、Layersビューでプリントのプレビューを確認してからプリントを開始します。
Curaの使用方法の詳細については、当社ウェブサイトのCuraマニュアルをご覧ください。
26
プリントの開始
ネットワーク・プリントUltimaker 3では、ネットワーク(WiFiかイーサネット)経由でのプリントが可能です。
WiFiでのプリントの開始:1. (初めて使用する時は)WiFiのインストールをするために、System g Network g Run WiFi setupと操作し、表示される手順に従
ってください。2. ネットワーク・メニューでWiFiを有効化します。3. Curaで、Settings g Printers g Manage printersと操作します。
4. 「Connect via network」ボタンをクリックします。5. 表示されたプリンターのリストからご自身のUltimakerを選択し、「Connect」をクリックします。
この画面で「Add」を選択すると、IPアドレスによってマニュアルでUltimaker 3を設定できます。
ご自身のUltimaker 3からCuraに設定を転送したいかどうか、聞かれます。自動転送する場合は「yes」を選択します。「no」を選択する場合は、必ず正しい設定をマニュアルで行ってください。
6. Curaでの3Dモデルのスライシングを行います。7. Print over network」を押して、プリントを開始します。
イーサネット(LAN)経由でのプリントの開始:1. LANケーブルをUltimaker 3背面にあるソケットに差し込みます。2. ネットワーク・メニューでイーサネットを有効化します。3. Curaで、Settings g Printers g Manage printersと操作します。4. Connect via network」ボタンをクリックします。5. 表示されたプリンターのリストからご自身のUltimakerを選択し、「Connect」をクリックします。
ご自身のUltimaker 3からCuraに設定を転送したいかどうか、聞かれます。自動転送する場合は「yes」を選択します。「no」を選択する場合は、必ず正しい設定をマニュアルで行ってください。
6. Curaでの3Dモデルのスライシングを行います。7. Print over network」を押して、プリントを開始します。

27
USBを使用したプリントネットワーク経由でのプリントができない場合でも、USBメモリーを使って、3Dプリント・ファイルをUltimaker 3に転送することができます。
1. USBメモリーをコンピューターに差し込みます。2. Curaでの3Dモデルのスライシングを行います。CuraのPrint Coreと材料の設定がUltimaker 3の設定と一致していることを確かめ
ます。一致していなければ、Ultimaker 3の設定を変更してCura上の設定と一致させます。3. Save the print file (.gcode) via the “Save to removable drive” button to the USB stick.4. CuraでUSBメモリーをイジェクトし、コンピューターから取り外します。5. USBメモリーをUltimaker 3に差し込みます(前面、ディスプレイの横)。6. Print」画面で、プリントしたいファイルを選択します。
プリントのモニタリングネットワーク経由でプリントしている時やCuraからUltimaker 3に接続している時は、プリントのモニタリングが可能です。 この機能により、プリントの進捗状況を見ることができますので、問題点を見つけたら遠隔操作でプリンターをコントロールできます。
利用できる機能:• Ultimaker 3の(ライブ)カメラ映像• プリント情報(温度、ジョブ名、プリント時間など)• ボタンによる遠隔操作でのプリントの一時停止または完全停止
28
材料
2つの材料によるプリントセットアップの章で説明したように、Ultimaker 3にはビルド材料のための2個のPrint Core(AA)とサポート材料のための1個のPrint Core(BB)があります。AA Print Coreは、PLA、ABS、CPE、ナイロンのプリントに使用できます。BB Print Coreは、PVAのプリントに使用できます。
2つの材料でプリントしたい場合、Ultimaker材料の次の組み合わせが公式サポートされています:• PLAとPVA• ナイロンとPVA• PLAとPLA• ABSとABS• CPEとCPE
Ultimaker 3はオープン材料システムですが、Ultimaker材料の使用が推奨されています。Ultimakerには、Ultimaker材料のスプールを読み取るNFCリーダーが搭載されており、ネットワーク接続されている時には、この情報はCuraに転送されます。このようにして、Curaは各Print Coreに対して最適な材料を自動的に選択します。Curaでは、Ultimaker材料のために特別に作られた材料プロファイルがありますので、最良のプリント結果が保証されています。
材料の交換Ultimaker 3での材料の交換は、メニューの手順に従うことで、簡単に行うことができます。材料の交換だけでなく、材料の取り付けと取り外しのみを行うこともできます。
材料を挿入する前に、互換性のあるPrint Coreが取り付けられていることを確認してください。
1. メニューで「Material/Print core g Material 1 or 2 g Change」と操作してください。2. Print Coreが加熱され、材料が逆転されるまで待ってください。3. フィーダーとスプールホルダーから材料を取り除きます。4. 新しい材料をスプールホルダーに取り付け、Ultimaker 3がそれを検知するまで待ちます。
Ultimaker材料以外の材料を使用する場合は、材料をマニュアルで選択します。
5. 材料をフィーダーに挿入し、フィーダーがそれをつかむまで押します。6. フィーダーに材料を挿入できたら、その確認として、Ultimaker 3の前面にあるボタンを押します。7. 材料が送られたら、プリントヘッドから押し出されるまで待ち、それからボタンを押します。
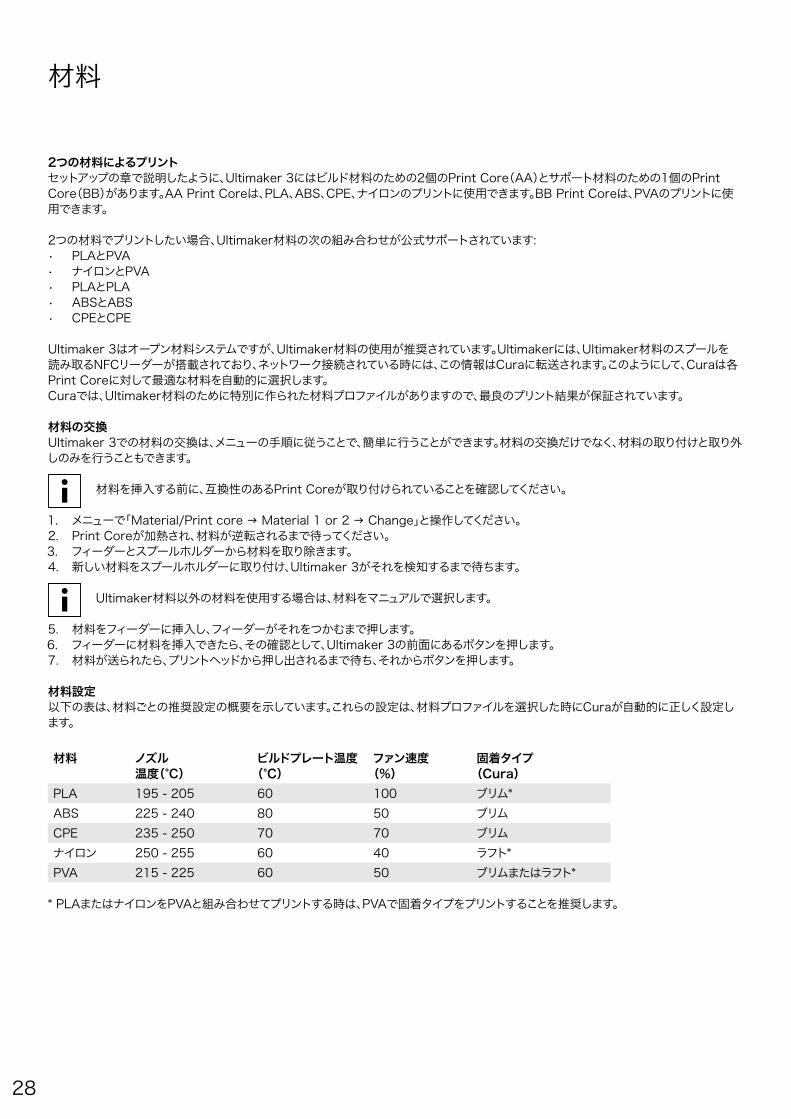
材料設定以下の表は、材料ごとの推奨設定の概要を示しています。これらの設定は、材料プロファイルを選択した時にCuraが自動的に正しく設定します。
材料 ノズル 温度(°C)
ビルドプレート温度(°C)
ファン速度 (%)
固着タイプ (Cura)
PLA 195 - 205 60 100 ブリム*ABS 225 - 240 80 50 ブリムCPE 235 - 250 70 70 ブリムナイロン 250 - 255 60 40 ラフト*PVA 215 - 225 60 50 ブリムまたはラフト*
* PLAまたはナイロンをPVAと組み合わせてプリントする時は、PVAで固着タイプをプリントすることを推奨します。
29
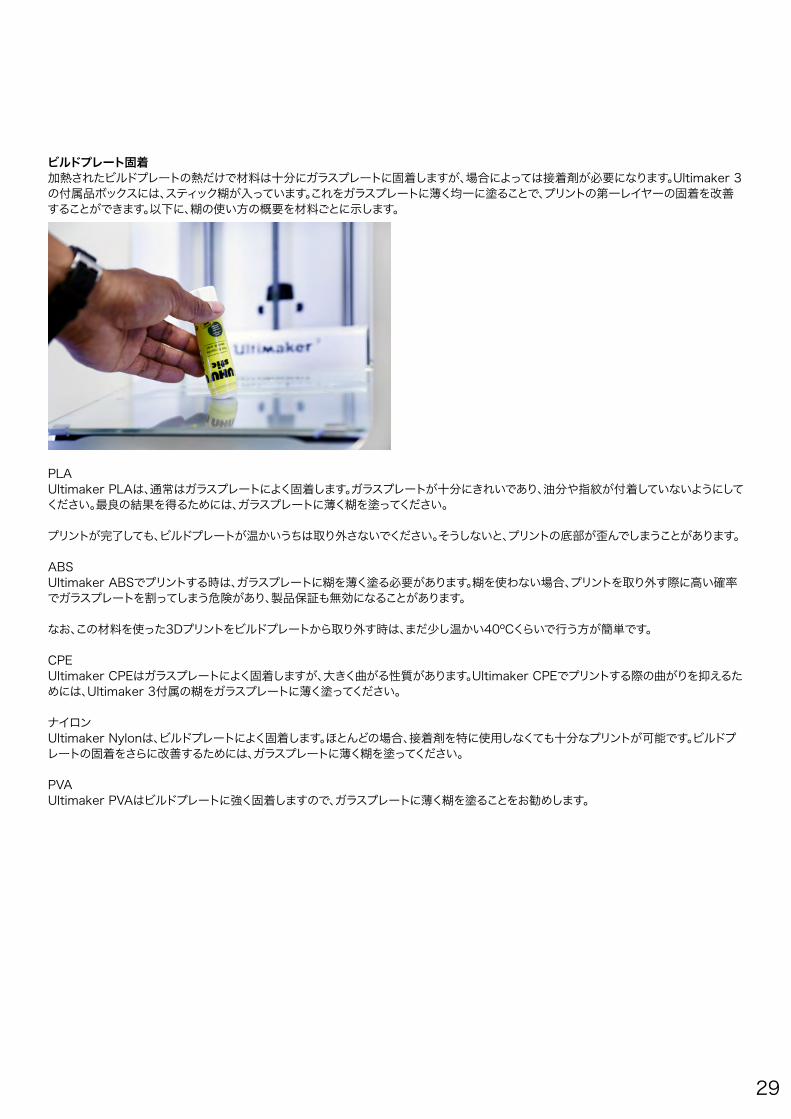
ビルドプレート固着加熱されたビルドプレートの熱だけで材料は十分にガラスプレートに固着しますが、場合によっては接着剤が必要になります。Ultimaker 3の付属品ボックスには、スティック糊が入っています。これをガラスプレートに薄く均一に塗ることで、プリントの第一レイヤーの固着を改善することができます。以下に、糊の使い方の概要を材料ごとに示します。
PLAUltimaker PLAは、通常はガラスプレートによく固着します。ガラスプレートが十分にきれいであり、油分や指紋が付着していないようにしてください。最良の結果を得るためには、ガラスプレートに薄く糊を塗ってください。
プリントが完了しても、ビルドプレートが温かいうちは取り外さないでください。そうしないと、プリントの底部が歪んでしまうことがあります。
ABSUltimaker ABSでプリントする時は、ガラスプレートに糊を薄く塗る必要があります。糊を使わない場合、プリントを取り外す際に高い確率でガラスプレートを割ってしまう危険があり、製品保証も無効になることがあります。
なお、この材料を使った3Dプリントをビルドプレートから取り外す時は、まだ少し温かい40ºCくらいで行う方が簡単です。
CPEUltimaker CPEはガラスプレートによく固着しますが、大きく曲がる性質があります。Ultimaker CPEでプリントする際の曲がりを抑えるためには、Ultimaker 3付属の糊をガラスプレートに薄く塗ってください。
ナイロンUltimaker Nylonは、ビルドプレートによく固着します。ほとんどの場合、接着剤を特に使用しなくても十分なプリントが可能です。ビルドプレートの固着をさらに改善するためには、ガラスプレートに薄く糊を塗ってください。
PVAUltimaker PVAはビルドプレートに強く固着しますので、ガラスプレートに薄く糊を塗ることをお勧めします。

30
サポート材料(PVA)の取り外しサポート材料としてPVAを使用したプリントでは、PVAサポート材料を取り外すため、プリント後に多少の作業が必要です。これは、PVAを水に溶かすことで行います。
1. プリントを水の中に入れますPVAを使ったプリントを水中に入れると、PVAは徐々に溶けていきます。このスピードを速める方法が あります:• 温かい水を使用すれば、溶かす時間を若干短縮できます。その場合、ビルド材料がPLAの場合は、PLAの変形を避けるため、温度は
必ず最高35 °Cにしてください。ナイロンの場合は、焼き付けを防ぐために 50 °Cを超えないようにしてください。• 水をかき混ぜたり流水を使用したりすれば、溶かす時間を大きく短縮できます。水に動きがあるとPVAはかなり早く溶けますので、3
時間以内に溶かすことも可能です。• さらに素早くPVAを取り除くためには、プリントをまずおよそ 10分間水に漬け、その後でプライヤーを使用して自分でサポート材の
大部分を取り除くと良いでしょう。その後でプリントを水に戻せば、残りのPVAが溶けるのを待つだけです。2. 水洗い
PVAのサポート材が完全に溶けたら、プリントを水洗いして余分なPVAを取り除きます。3. プリントの乾燥
プリントを完全に乾燥させ、必要に応じてビルド材に追加の後処理を行います。 4. 汚水の処分
PVAには生分解性がありますので、使用後の水の処分は簡単です。排水の配管が下水処理場につながっている場合は、排水口に汚水を流すことができます。排水を捨てたら、蛇口から熱水を約30秒間流します。そうすることで、排水経路から余剰の飽和PVA水を除去し、配管の詰まりを長期的に防ぐことになります。
同じ水を2個以上のプリントに使うこともできますが、溶かす時間が長くなることがあります。前にPVAを溶かしたことで飽和状態になっていることがありますので、短時間で処理するためには、いつも水を取り替えた方が良いでしょう。
材料の保管と取り扱い材料スプールが2個以上あって使わない材料がある時は、材料を適切に保管することがとても大切です。間違った保管をすると、材料の質や加工性に悪影響が及ぶことがあります。
材料を最良の状態に維持するため、次のように保管することが重要です:• 乾燥した涼しいところに保管する • 直射日光が当たらないようにする• 密封できる袋に入れる
PLA、CPE、ナイロンの最適な保管温度は-20 °Cから+30 °Cです。ABSとPVAの場合は、15 °Cから25 °Cの間を推奨します。また、PVAの場合、湿度は50%未満を推奨します。湿度が高い環境にPVAを放置すると、材料の質に影響が及ぶことがあります。
添付の乾燥剤(シリカゲル)と共に密封できる袋に入れて、材料を保管できます。PVAについては、湿気を吸収することを避けるため、プリントが終わったら速やかに添付の乾燥剤と共に密封できる袋にスプールを入れることを推奨します。
31
Print Core
Print Coreの交換 Ultimaker 3でのPrint Coreの交換は、メニューの手順に従うことで、簡単に行うことができます。Print Coreの交換だけでなく、Print Coreの取り付けと取り外しのみを行うこともできます。
1. メニューで「Material/PrintCore g PrintCore 1 or 2 g Change」と操作してください。2. Print Coreが加熱され、材料が逆転され、再度冷えるまで待ってください。3. プリントヘッドのファンブラケットを開いてください。4. レバーを握り、Print CoreをプリントヘッドからスライドさせてPrint Coreを慎重に取り外します。 5. 新しいPrint Coreをプリントヘッドに挿入します。6. プリントヘッドのファンブラケットを閉じます。7. Ultimaker 3が材料をPrint Coreにロードして再度冷えるまで待ってください。
Print Core裏側のチップに手を触れてはいけません。
Print Coreを取り外す時や取り付ける時はPrint Coreを完全に垂直に保ってください。そうすると、スムーズにスライドしてプリントヘッドに出し入れできます。
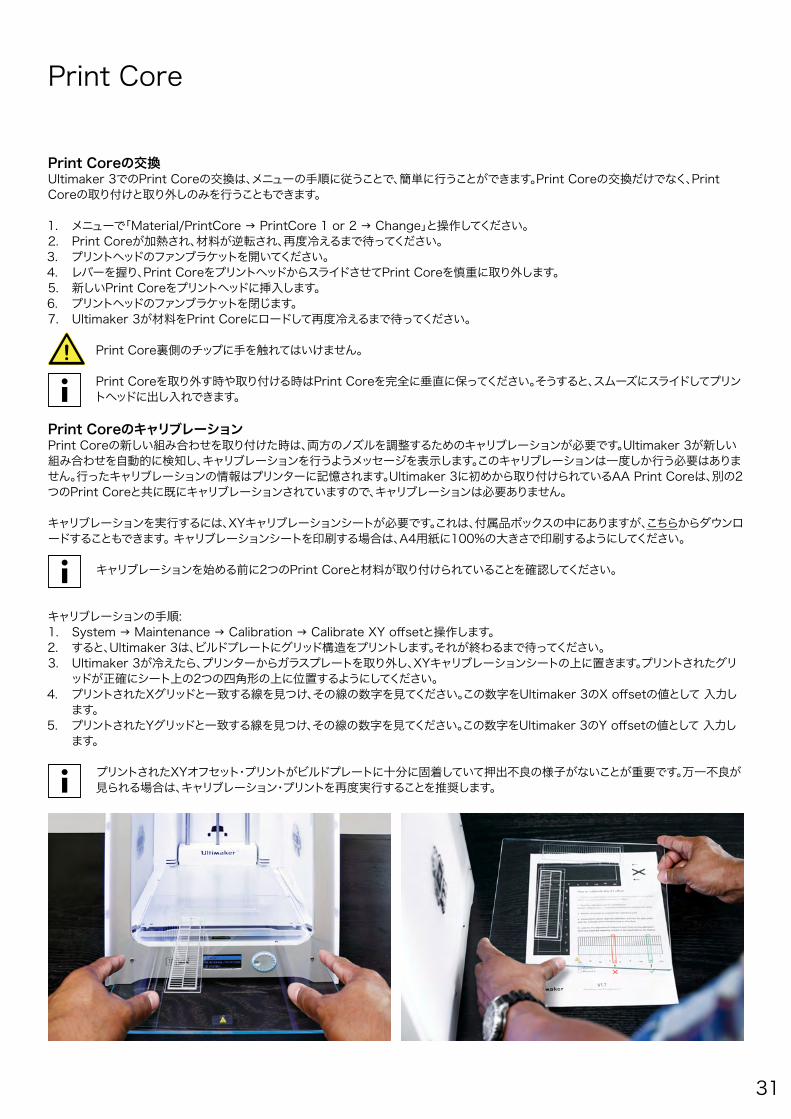
Print CoreのキャリブレーションPrint Coreの新しい組み合わせを取り付けた時は、両方のノズルを調整するためのキャリブレーションが必要です。Ultimaker 3が新しい組み合わせを自動的に検知し、キャリブレーションを行うようメッセージを表示します。このキャリブレーションは一度しか行う必要はありません。行ったキャリブレーションの情報はプリンターに記憶されます。Ultimaker 3に初めから取り付けられているAA Print Coreは、別の2つのPrint Coreと共に既にキャリブレーションされていますので、キャリブレーションは必要ありません。
キャリブレーションを実行するには、XYキャリブレーションシートが必要です。これは、付属品ボックスの中にありますが、こちらからダウンロードすることもできます。 キャリブレーションシートを印刷する場合は、A4用紙に100%の大きさで印刷するようにしてください。
キャリブレーションを始める前に2つのPrint Coreと材料が取り付けられていることを確認してください。
キャリブレーションの手順:1. System g Maintenance g Calibration g Calibrate XY offsetと操作します。2. すると、Ultimaker 3は、ビルドプレートにグリッド構造をプリントします。それが終わるまで待ってください。3. Ultimaker 3が冷えたら、プリンターからガラスプレートを取り外し、XYキャリブレーションシートの上に置きます。プリントされたグリ
ッドが正確にシート上の2つの四角形の上に位置するようにしてください。4. プリントされたXグリッドと一致する線を見つけ、その線の数字を見てください。この数字をUltimaker 3のX offsetの値として 入力し
ます。5. プリントされたYグリッドと一致する線を見つけ、その線の数字を見てください。この数字をUltimaker 3のY offsetの値として 入力し
ます。
プリントされたXYオフセット・プリントがビルドプレートに十分に固着していて押出不良の様子がないことが重要です。万一不良が見られる場合は、キャリブレーション・プリントを再度実行することを推奨します。
32
ビルドプレートのキャリブレーション
Ultimakerをしばらく使用している間に、定期的にビルドプレートのキャリブレーションを行うことが必要です。これは、常にビルドプレートにプリントが十分に固着するようにするためです。ノズルとビルドプレートとの間の距離が大きすぎる場合、プリントはガラスプレートに十分に固着しません。逆に、ノズルがビルドプレートに近すぎると、材料がノズルから押し出される時の邪魔になります。
Ultimaker 3では、ビルドプレートのキャリブレーションに、アクティブ・レベリングとマニュアル・レベリングの2つの方法があります。アクティブ・レベリングの方が、人間の影響で不正確になることがないため、好ましい方法です。
ビルドプレートのキャリブレーションを行う時は、ノズルにプラスチックが付着しておらず、ガラスプレートがきれいになっていることを確認してください。そうしなければ、レベリングが不正確になることがあります。
アクティブ・レベリングアクティブ・レベリングを選択した場合、Ultimaker 3がビルドプレートのレベルを計測し、プリントの第一レイヤーでビルドプレートの不正確さを調整をします。これは、プリントの際にビルドプレートをわずかに上下させることで行われます。
アクティブ・レベリングを始める方法:1. System g Build plate g Active levelingと操作してください。2. プリンターがレベリング作業を終えるまで待ってください。これには、2分程度かかります。
アクティブ・レベリングが行われている間は、プリンターに触らないでください。手を触れると測定が狂うことがあります。
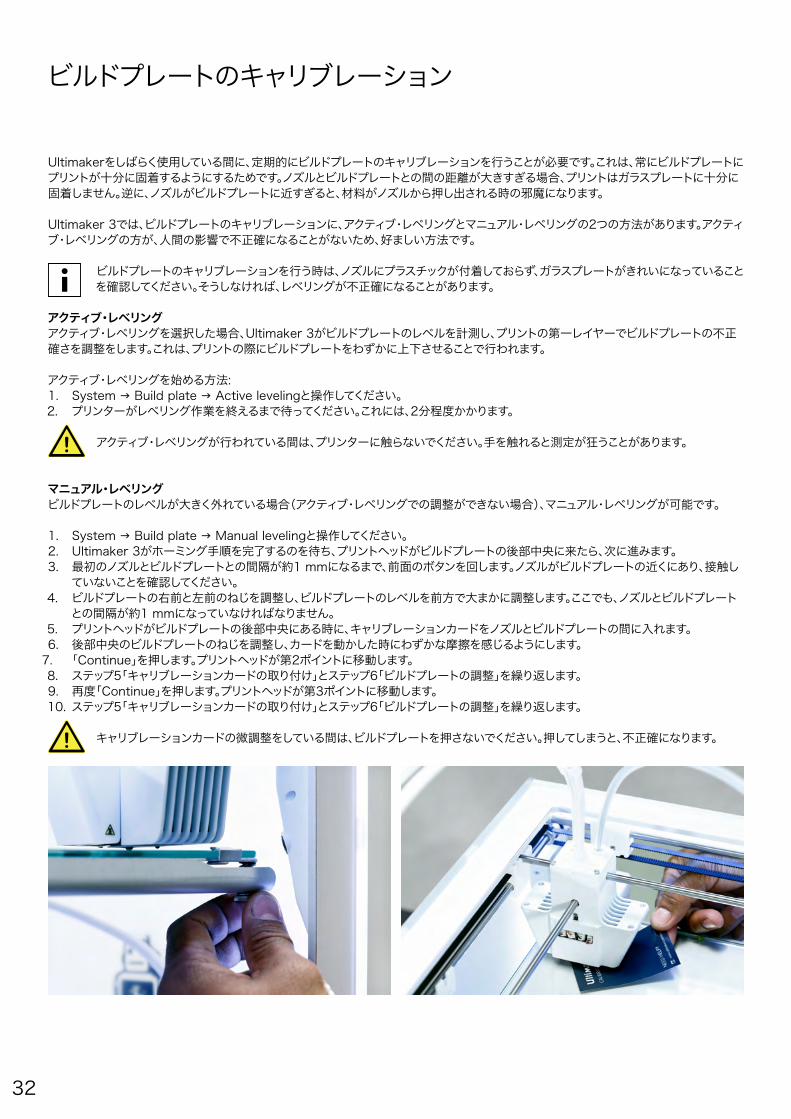
マニュアル・レベリングビルドプレートのレベルが大きく外れている場合(アクティブ・レベリングでの調整ができない場合)、マニュアル・レベリングが可能です。
1. System g Build plate g Manual levelingと操作してください。2. Ultimaker 3がホーミング手順を完了するのを待ち、プリントヘッドがビルドプレートの後部中央に来たら、次に進みます。3. 最初のノズルとビルドプレートとの間隔が約1 mmになるまで、前面のボタンを回します。ノズルがビルドプレートの近くにあり、接触し
ていないことを確認してください。4. ビルドプレートの右前と左前のねじを調整し、ビルドプレートのレベルを前方で大まかに調整します。ここでも、ノズルとビルドプレート
との間隔が約1 mmになっていなければなりません。5. プリントヘッドがビルドプレートの後部中央にある時に、キャリブレーションカードをノズルとビルドプレートの間に入れます。6. 後部中央のビルドプレートのねじを調整し、カードを動かした時にわずかな摩擦を感じるようにします。
7. 「Continue」を押します。プリントヘッドが第2ポイントに移動します。8. ステップ5「キャリブレーションカードの取り付け」とステップ6「ビルドプレートの調整」を繰り返します。9. 再度「Continue」を押します。プリントヘッドが第3ポイントに移動します。10. ステップ5「キャリブレーションカードの取り付け」とステップ6「ビルドプレートの調整」を繰り返します。
キャリブレーションカードの微調整をしている間は、ビルドプレートを押さないでください。押してしまうと、不正確になります。
33
最初のノズルによるビルドプレートのキャリブレーションが終わったら、2番目のノズルも調整する必要があります。そうすることで、両方のノズルの高さが正しく設定されます。そうするためには、キャリブレーションカードを使用して正しい高さを設定するだけです。1. キャリブレーションカードを2番目のノズルとビルドプレートの間に入れます。2. Ultimaker 3の前面にあるボタンを回してキャリブレーションカードに接触するようにし、カードを動かした時にわずかな摩擦(抵抗)を
感じるまで微調整してください。
2番目のノズルの調整は、別に行うこともできます。その場合は次のように操作してください: System g Maintenance g Calibration g Calibrate Z offset
レベリングの頻度ビルドプレートのレベリングを行うと、Ultimaker 3は、どの程度の頻度でレベリングを行いたいかを聞いてきます。 選択肢は次の通りです:• 毎日• 毎週• スタートアップ後• なし• 自動(ビルドプレートを最後にレベリングした時からの累積プリント時間に応じてプリンターがレベリング頻度を決定)
レベリング頻度は、メニューでSystem g Build plate g Frequencyと操作して、いつでも変更できます。
34
メンテナンス6Ultimaker 3が常にスムーズに動作するように、正しくメンテナンスを行うことが重要です。この章では、メンテナンスの最も重要なポイントを説明します。Ultimaker 3で最良の結果を達成できるように、注意深くお読みください。
35
ファームウェアの更新
Ultimaker 3のファームウェアは、定期的に新バージョンがリリースされます。そのため、Ultimaker 3を最新に保つために、ファームウェアを定期的に更新することが推奨されています。これは、Ultimaker 3上でも(ネットワーク接続されている時)、USB経由でも可能です。
プリンター上での更新1. プリンターをWiFiかイーサネットでネットワークに接続します。2. System g Maintenance g Update firmwareと操作します。
すると、Ultimaker 3がネットワークから最新のファームウェアをダウンロードし、インストールします。これには、数分かかります。
USB経由での更新1. www.ultimaker.com/firmwareから新しいファームウェアのファイルをダウンロードします。2. ファイルを取り出し、ファームウェアのホルダーをすべてUSBメモリーにコピーします。3. USBメモリーをUltimaker 3に差し込みます。4. System g Maintenance g Update firmwareと操作します。5. Ultimaker 3は、USBメモリー上にファームウェアのファイルがあるかどうかを検知します。ファイルを選択して、ファームウェアの更新
を開始してください。
36
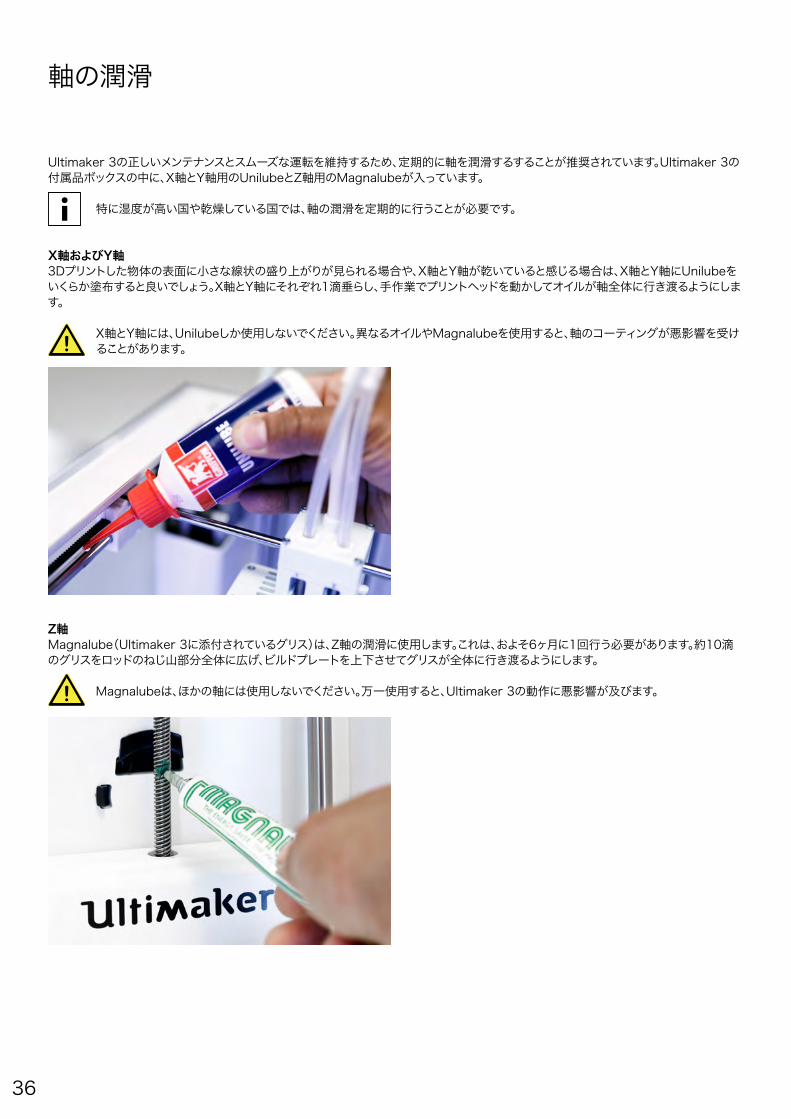
Ultimaker 3の正しいメンテナンスとスムーズな運転を維持するため、定期的に軸を潤滑するすることが推奨されています。Ultimaker 3の付属品ボックスの中に、X軸とY軸用のUnilubeとZ軸用のMagnalubeが入っています。
特に湿度が高い国や乾燥している国では、軸の潤滑を定期的に行うことが必要です。
X軸およびY軸3Dプリントした物体の表面に小さな線状の盛り上がりが見られる場合や、X軸とY軸が乾いていると感じる場合は、X軸とY軸にUnilubeをいくらか塗布すると良いでしょう。X軸とY軸にそれぞれ1滴垂らし、手作業でプリントヘッドを動かしてオイルが軸全体に行き渡るようにします。
X軸とY軸には、Unilubeしか使用しないでください。異なるオイルやMagnalubeを使用すると、軸のコーティングが悪影響を受け ることがあります。
Z軸Magnalube(Ultimaker 3に添付されているグリス)は、Z軸の潤滑に使用します。これは、およそ6ヶ月に1回行う必要があります。約10滴のグリスをロッドのねじ山部分全体に広げ、ビルドプレートを上下させてグリスが全体に行き渡るようにします。
Magnalubeは、ほかの軸には使用しないでください。万一使用すると、Ultimaker 3の動作に悪影響が及びます。
軸の潤滑
37
プリンターをきれいに保つ
最良のプリント結果を得るためには、ご使用のUltimaker 3をきれいに保つことが重要です。そのため、埃をかぶりやすい部屋でUltimaker 3を使用することは避け、小さな物がプリンター内にある時は取り除くことを推奨します。
そのほか、Ultimaker 3には、定期的な清掃が必要な部分がいくつかあります。その点についての説明は以下に記載されています。
ガラスプレートの清掃プリントを何度も行うと、ガラスプレートに余分な糊が付着していることがあります。そうなった場合、プリント表面が不均一になることがありますので、ガラスプレートは時々清掃することを推奨します。清掃の際は、Ultimaker 3の電源が入っておらず、ビルドプレートが冷えていることを必ず確認してください。
ガラスプレートを清掃するためには、次の手順に従います:1. ビルドプレートを手作業でUltimaker 3の底部に移動させます。2. 前面にあるビルドプレート留め具を開けてください。3. ガラスプレートをビルドプレートから取り外すため、まずガラスプレートを前方にスライドさせ、それから取り出します。4. ぬるま湯でガラスプレートを清掃し、布で水分を拭き取ります。必要があれば、石けんを使って清掃してもかまいません。5. ガラスプレートをビルドプレートに戻し、前面のビルドプレート留め具を締めて固定してください。
ノズルの清掃Ultimaker 3を使用していると、Print Coreにノズルの材料がひっついてノズルが汚れることがあります。その場合でもプリンターが損傷するわけではありませんが、最良のプリント結果を得るために、ノズルはきれいに保つことが推奨されています。
ノズルの外側からプラスチックを取り除くには、次の手順に従うことを推奨します:1. ノズルを150 °Cに熱し、外側のプラスチックが柔らかくなるようにします。これは、
Material/Print core g Print core [x] g Set temperatureと操作し、スクロールホイールを使用して温度を変えることで、行うことができます。
2. ノズルが熱くなったら、ピンセットを使って材料を慎重に取り除きます。
熱くなっていますので、ノズルには触れないようにし、清掃中は注意してください。
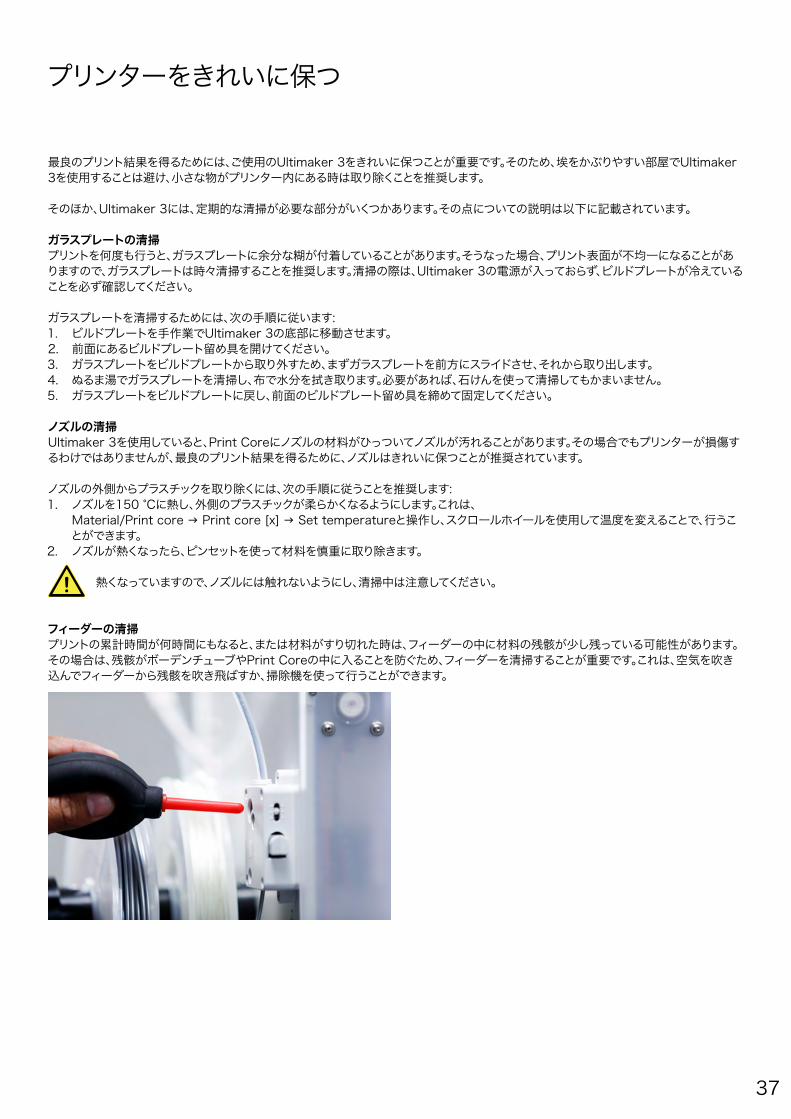
フィーダーの清掃プリントの累計時間が何時間にもなると、または材料がすり切れた時は、フィーダーの中に材料の残骸が少し残っている可能性があります。その場合は、残骸がボーデンチューブやPrint Coreの中に入ることを防ぐため、フィーダーを清掃することが重要です。これは、空気を吹き込んでフィーダーから残骸を吹き飛ばすか、掃除機を使って行うことができます。
38
BB Print Coreのメンテナンス
BB Print Coreを最良の状態に維持するためには、プリント時間250時間ごとに1回の割合で清掃することが必要です。そうすることで、劣化したPVA材料によってBB Print Coreが詰まることを防ぐことができます。BB Print Coreの清掃は、PLA材料を使ったホットプルかコールドプルによって行います。
この手順を始める時は、Print Coreの中に材料がないことを確認してください。
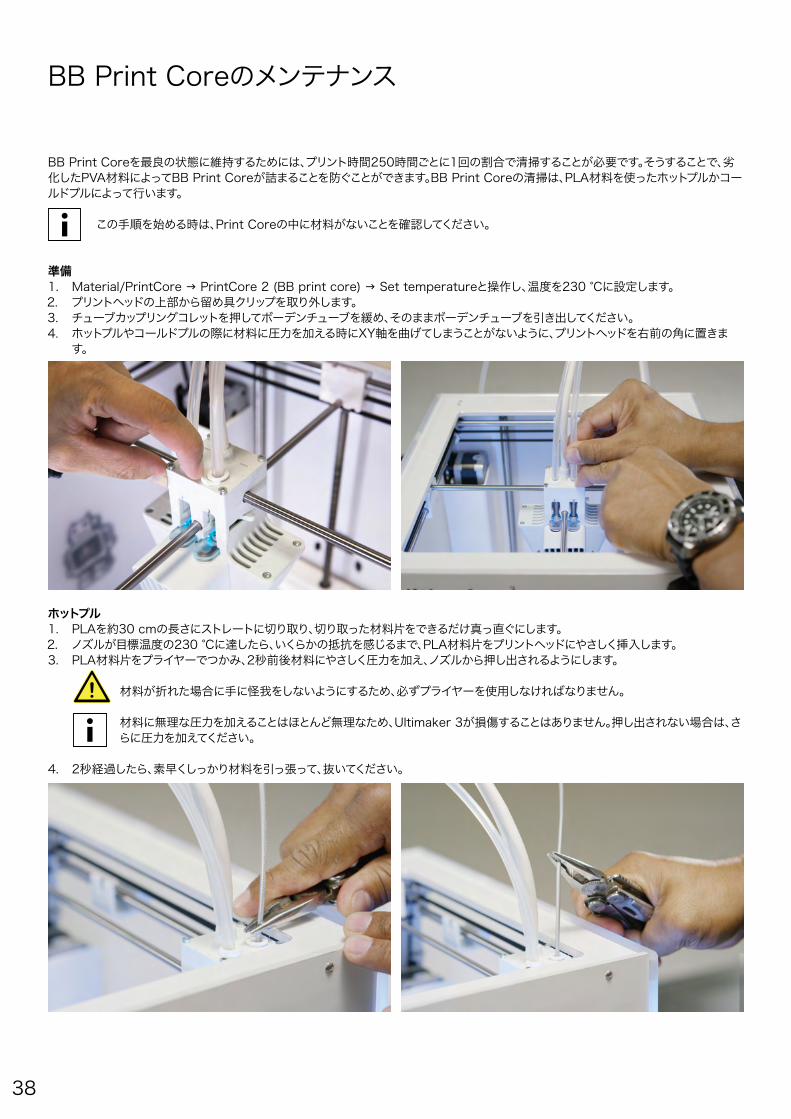
準備1. Material/PrintCore g PrintCore 2 (BB print core) g Set temperatureと操作し、温度を230 °Cに設定します。2. プリントヘッドの上部から留め具クリップを取り外します。3. チューブカップリングコレットを押してボーデンチューブを緩め、そのままボーデンチューブを引き出してください。4. ホットプルやコールドプルの際に材料に圧力を加える時にXY軸を曲げてしまうことがないように、プリントヘッドを右前の角に置きま
す。
ホットプル1. PLAを約30 cmの長さにストレートに切り取り、切り取った材料片をできるだけ真っ直ぐにします。2. ノズルが目標温度の230 °Cに達したら、いくらかの抵抗を感じるまで、PLA材料片をプリントヘッドにやさしく挿入します。3. PLA材料片をプライヤーでつかみ、2秒前後材料にやさしく圧力を加え、ノズルから押し出されるようにします。
材料が折れた場合に手に怪我をしないようにするため、必ずプライヤーを使用しなければなりません。
材料に無理な圧力を加えることはほとんど無理なため、Ultimaker 3が損傷することはありません。押し出されない場合は、さらに圧力を加えてください。
4. 2秒経過したら、素早くしっかり材料を引っ張って、抜いてください。
39
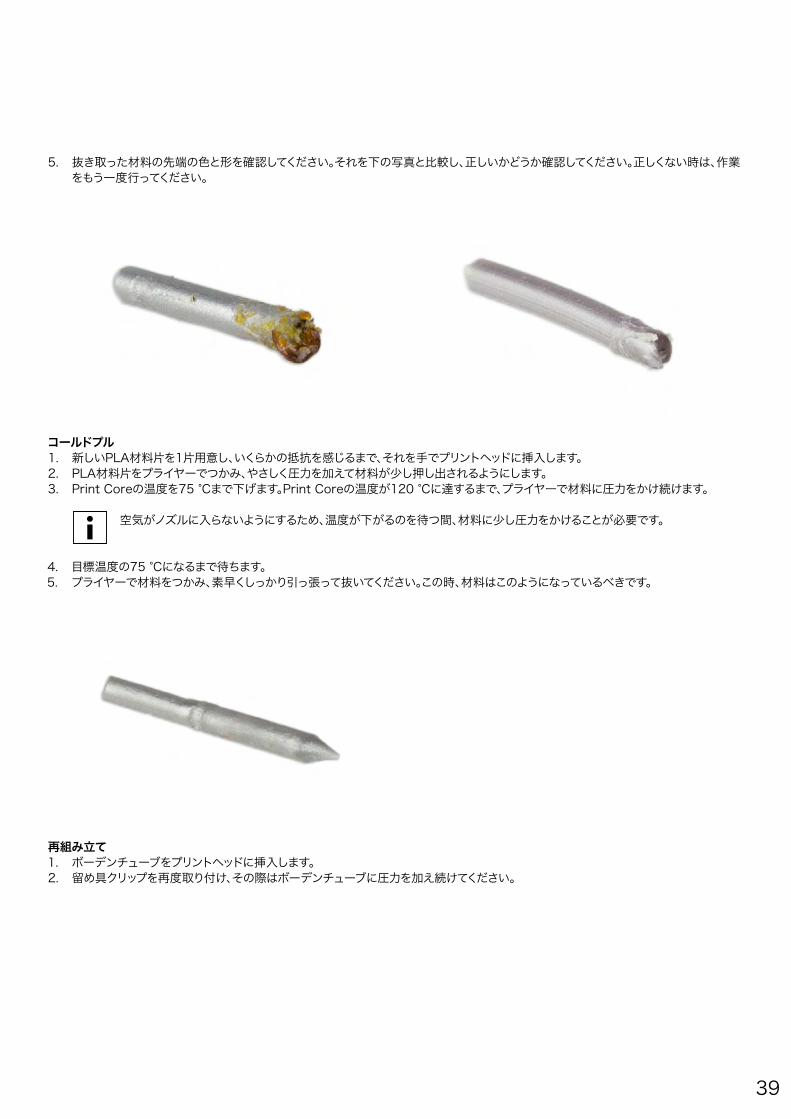
5. 抜き取った材料の先端の色と形を確認してください。それを下の写真と比較し、正しいかどうか確認してください。正しくない時は、作業をもう一度行ってください。
コールドプル1. 新しいPLA材料片を1片用意し、いくらかの抵抗を感じるまで、それを手でプリントヘッドに挿入します。2. PLA材料片をプライヤーでつかみ、やさしく圧力を加えて材料が少し押し出されるようにします。3. Print Coreの温度を75 °Cまで下げます。Print Coreの温度が120 °Cに達するまで、プライヤーで材料に圧力をかけ続けます。
空気がノズルに入らないようにするため、温度が下がるのを待つ間、材料に少し圧力をかけることが必要です。
4. 目標温度の75 °Cになるまで待ちます。5. プライヤーで材料をつかみ、素早くしっかり引っ張って抜いてください。この時、材料はこのようになっているべきです。
再組み立て1. ボーデンチューブをプリントヘッドに挿入します。2. 留め具クリップを再度取り付け、その際はボーデンチューブに圧力を加え続けてください。
40
ヘルプとサポート7Ultimaker 3をご使用中に、プリンター固有の問題が 生じることがあります。 そのような問題に遭遇した時は、以下のページの情報を利用して自分で問題に対処できます。
41
トラブルシューティング
この章では、Ultimaker 3で発生することがある最も一般的な問題について説明します。それぞれの問題の詳細な説明と対処方法の情報については、Ultimakerのウェブサイトをご覧ください。
プリントヘッドから材料が押し出されない。長時間かかるプリントを行っていて、途中で材料を使い切った時や材料が詰まった時は、気がつかなければ、Print Coreが材料なしで長時間動作する可能性があります。その場合、材料の先端が劣化して、Print Coreを詰まらせることがあります。特にPVAの場合、Print Coreが定期的に清掃されていなければ高い確率で材料が劣化します。
材料が詰まった時は、Print Coreを清掃する必要があります。その場合、38ページに記載されている清掃方法に従ってください。ただし、次の重要な点に注意してください。Print Coreが詰まった時の手順は、通常と違うことがあります:• Print Coreがの加熱が完全に終わってからボーデンチューブをプリントヘッドから取り外してください。• 抜き取った材料が焼け付いておらず、材料の先端の形状がなめらかになるまで、ホットプルの手順を繰り返してください。• いくらかの材料をノズルに通し、コールドプルを行ってノズルがきれいであることを確認してください。• AA Print Coreは、常にプリントに使ったものと同じ材料で清掃してください。• BB Print Core(PVA)は、常にPLA材料で清掃してください。
プリント物がビルドプレートに固着しないプリントのビルドプレートへの固着で問題に遭遇した時は、次の手順に従ってください:• 材料設定が正しいかどうか、固着方法が正しいかどうかを確認してください(「第5章 運転」を参照)。• ビルドプレートをマニュアルで再度キャリブレーションし、それからアクティブ・レベリングを行います(「第5章 オペレーション」を参照)
。• 使用したCura設定を確認し、デフォルトのCuraプロファイルで試験プリントを行ってください。
材料がフィーダーから送られないロード中やプリント中に材料がフィーダーから送られない場合、いくつかの原因が考えられます。次のようなことが原因となります:• ロード時に材料がフィーダーの奥まで十分挿入されていなかった。• 材料がフィーダーによってすり切れている。詳細情報については、このページをご覧ください。• フィーダーの引っ張りが弱すぎる。
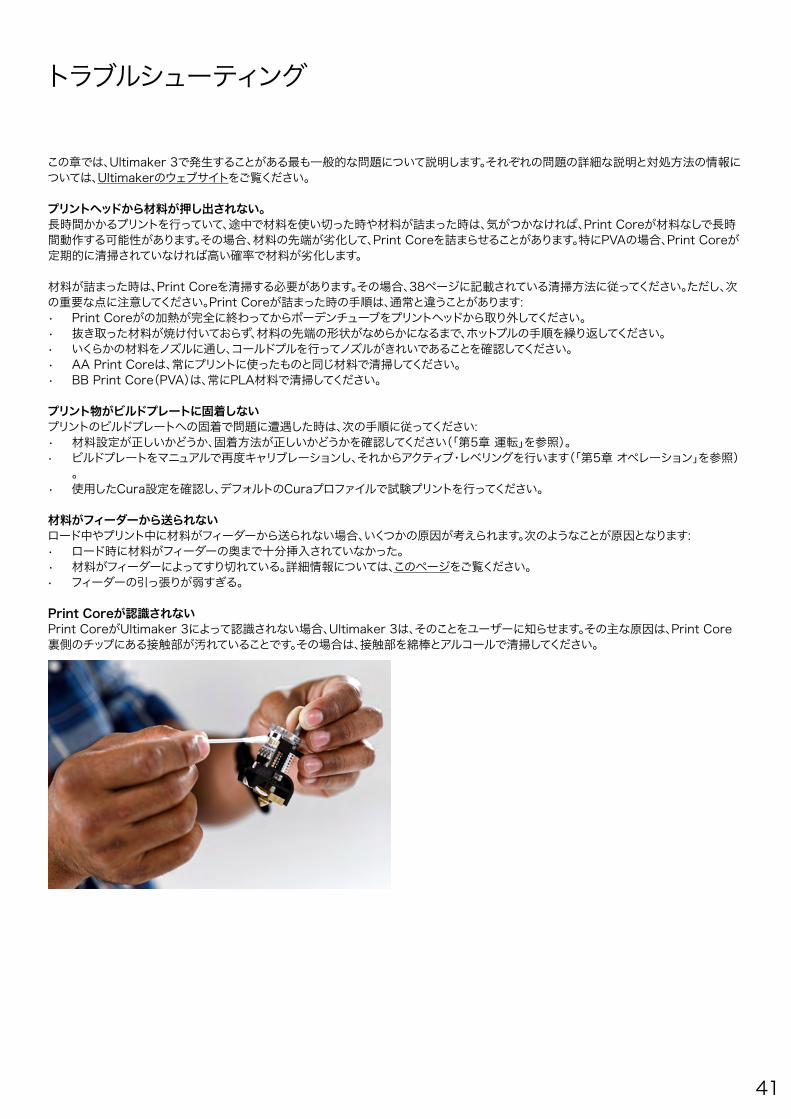
Print Coreが認識されないPrint CoreがUltimaker 3によって認識されない場合、Ultimaker 3は、そのことをユーザーに知らせます。その主な原因は、Print Core裏側のチップにある接触部が汚れていることです。その場合は、接触部を綿棒とアルコールで清掃してください。
42
エラーメッセージこれは、Ultimaker 3で表示されることがあるエラーメッセージの全リストです。これらのエラーメッセージのトラブルシューティングに関する詳細情報については、Ultimakerウェブサイトのエラー個別のページをご覧ください。
• An unspecified error has occurred.(未指定のエラー)Restart the printer or go to ultimaker.com/ER11.(要プリンター再始動、またはultimaker.com/ER11を参照)
• Max temp. error on PrintCore {display_hotend_nr}.(PrintCore最大温度エラー)Go to ultimaker.com/ER12.(ultimaker.com/ER12参照)
• Min temp. error on PrintCore {display_hotend_nr}.(PrintCore最低温度エラー)Go to ultimaker.com/ER13.(ultimaker.com/ER13参照)
• Max temp. error on the build plate sensor.(ビルドプレート・センサー最大温度エラー)Go to ultimaker.com/ER14.(ultimaker.com/ER14参照)
• Heater error on PrintCore {display_hotend_nr}.(PrintCoreヒーターエラー)Go to ultimaker.com/ER15.(ultimaker.com/ER15参照)
• The Z axis is stuck or the limit switch is broken.(Z軸動作不良、またはリミットスイッチ故障)Go to ultimaker.com/ER16.(ultimaker.com/ER16参照)
• The X or Y axis is stuck or the limit switch is broken.(X軸またはY軸動作不良、またはリミットスイッチ故障)Go to ultimaker.com/ER17.(ultimaker.com/ER17参照)
• There is a communication error with the print head.(プリントヘッド通信エラー)Go to ultimaker.com/ER18.(ultimaker.com/ER18参照)
• There is an I2C communication error.(I2C通信エラー)Go to ultimaker.com/ER19.(ultimaker.com/ER19参照)• There was an error with the safety circuit.(安全回路エラー)Go to ultimaker.com/ER20.(ultimaker.com/ER20参照)• There was a sensor error within the print head.(プリントヘッド内センサーエラー)Go to ultimaker.com/ER21.
(ultimaker.com/ER21参照)• Active leveling correction failed.(アクティブ・レベリング補正失敗)Manual level the build plate or go to
ultimaker.com/ER22.(ビルドプレートのマニュアル・レベリング要実行、またはultimaker.com/ER22参照)• An incorrect print temperature is specified.(不正なプリント温度指定)Go to ultimaker.com/ER23.(ultimaker.com/
ER23参照)• An incorrect build plate temperature is specified.(不正なビルドプレート温度指定)Go to ultimaker.com/ER24.
(ultimaker.com/ER24参照)• The motion controller failed to be updated.(モーションコントローラー更新失敗)Go to ultimaker.com/ER25.(ultimaker.
com/ER25参照)• This print job is not suitable for this printer.(本機に適さないプリントジョブ)Go to ultimaker.com/ER26.(ultimaker.
com/ER26参照)